
- રેટ કરેલ વોલ્ટેજ: AC220V50/60Hz
- મશીન નેટ વજન: 68kg 50kg
- મહત્તમ શક્તિ: 1800W
- ઠંડકની પદ્ધતિ: ઠંડી હવા/પાણી ડબલ કૂલિંગ રીત
- સીલિંગ વ્યાસ: φ15-75mm 15MM-45MM 30MM-60MM
- બોટલની ઊંચાઈ: 20-180mm
- કામ કરવાની પદ્ધતિઓ: કામ ચાલુ રાખો
- એપ્લિકેશનનો અવકાશ: ઉત્પાદનનો મોટો પેચ
- સીલિંગ ઝડપ: 0-200 બોટલ/મિનિટ
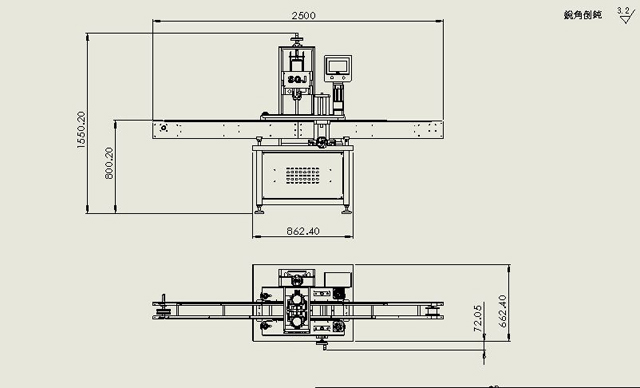
- પેકેજિંગ પરિમાણ: 1600*450*1500mm
- જનરેટરનું કદ: 1450*410*1300mm
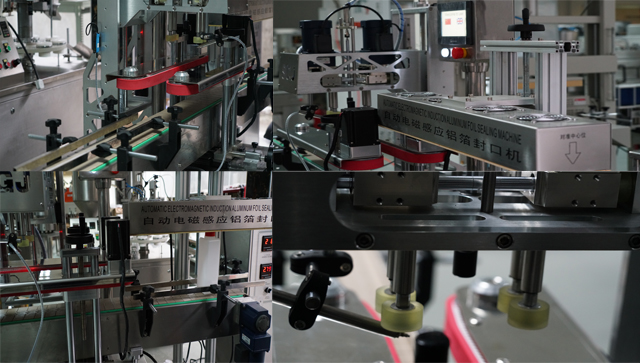
ઇન્ડક્શન સીલિંગ મશીન અને ઇનલાઇન કેપિંગ મશીન જેવા બે મુખ્ય મશીન સહિતની લાઇન;
મશીનો કેપિંગ-સીલિંગ મેડિકલ બોટલ માટે યોગ્ય છે જેનો ઉપયોગ વિશ્લેષણાત્મક એજન્ટ પ્રયોગશાળામાં થાય છે. આખી લાઇન બોટલ ટર્નટેબલ અથવા બેચ કોડિંગ ફંક્શન જેવા સહાયક સાધનોથી સજ્જ થઈ શકે છે.
નીચે અનુક્રમે મશીનો માટે મૂળભૂત ડેટા છે:
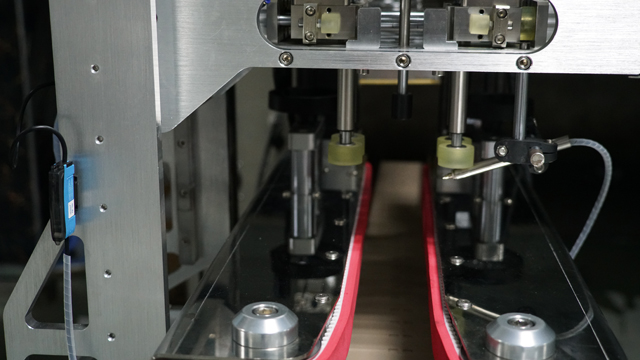
ઇન્ડક્શન સીલિંગ, અન્યથા કેપ સીલિંગ તરીકે ઓળખાય છે, પ્લાસ્ટિક અને કાચના કન્ટેનરની ટોચને હર્મેટિકલી સીલ કરવા માટે આંતરિક સીલને ગરમ કરવાની બિન-સંપર્ક પદ્ધતિ છે. આ સીલિંગ પ્રક્રિયા કન્ટેનર ભરાઈ ગયા પછી અને બંધ થઈ જાય પછી થાય છે.
સંયુક્ત સામગ્રી સાથે ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન સીલિંગની ટેક્નોલોજી હવે વિશ્વ દ્વારા માન્યતા પ્રાપ્ત અદ્યતન સીલિંગ પદ્ધતિ છે, અને તેની બિન-સંપર્ક ગરમીની લાક્ષણિકતા પ્લાસ્ટિકની બોટલ (PP, PVC, PET, ABS, HDPE, PS અને DURACON) ની સીલિંગ માટે યોગ્ય છે. , કાચની બોટલ અને વિવિધ સંયુક્ત પ્લાસ્ટિકની નળી, તેથી હાલમાં તે ફાર્મસી, ખોરાક, ગ્રીસ, દૈનિક રસાયણશાસ્ત્ર, ઘરેલું રસાયણશાસ્ત્ર અને કૃષિ રસાયણશાસ્ત્ર જેવા ઉદ્યોગો માટે બોટલને સીલ કરવા માટેની સૌથી અદ્યતન તકનીક છે.
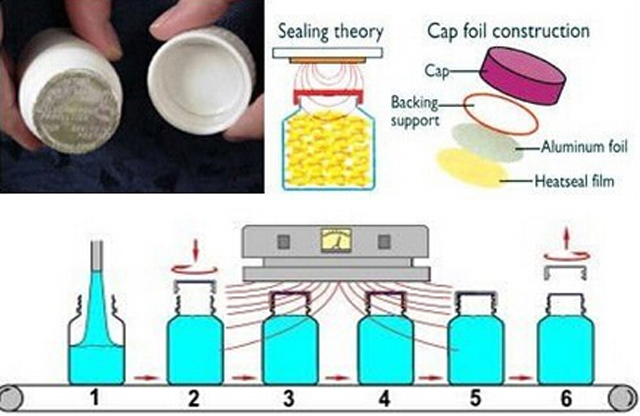
કાર્યકારી સિદ્ધાંત અને તે કેવી રીતે કાર્ય કરે છે

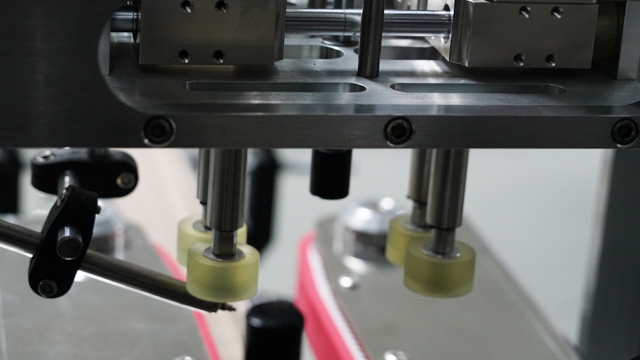
બૉટલરને એલ્યુમિનિયમ ફોઇલ લેયર લાઇનર સાથે પહેલેથી જ ક્લોઝર સપ્લાય કરવામાં આવે છે. પસંદ કરવા માટે વિવિધ લાઇનર્સ હોવા છતાં, એક લાક્ષણિક ઇન્ડક્શન લાઇનર બહુ-સ્તરવાળી હોય છે. ટોચનું સ્તર એ કાગળનો પલ્પ છે જે સામાન્ય રીતે કેપ પર સ્પોટ-ગુંદરવાળો હોય છે. આગળનું સ્તર મીણ છે જેનો ઉપયોગ પલ્પ સાથે એલ્યુમિનિયમ ફોઇલના સ્તરને જોડવા માટે થાય છે. નીચેનું સ્તર વરખ પર લેમિનેટેડ પોલિમર ફિલ્મ છે. કેપ અથવા ક્લોઝર લાગુ કર્યા પછી, કન્ટેનર ઇન્ડક્શન કોઇલની નીચેથી પસાર થાય છે, જે ઓસીલેટીંગ ઇલેક્ટ્રોમેગ્નેટિક ફિલ્ડનું ઉત્સર્જન કરે છે. જેમ જેમ કન્ટેનર ઇન્ડક્શન કોઇલ (સીલિંગ હેડ) ની નીચેથી પસાર થાય છે તેમ વાહક એલ્યુમિનિયમ ફોઇલ લાઇનર એડી કરંટને કારણે ગરમ થવા લાગે છે. ગરમી મીણને ઓગળે છે, જે પલ્પ બેકિંગમાં શોષાય છે અને કેપમાંથી વરખને મુક્ત કરે છે. પોલિમર ફિલ્મ પણ ગરમ થાય છે અને કન્ટેનરના હોઠ પર વહે છે. જ્યારે ઠંડુ થાય છે, ત્યારે પોલિમર કન્ટેનર સાથે બોન્ડ બનાવે છે જેના પરિણામે હર્મેટિકલી સીલ કરેલ ઉત્પાદન થાય છે. ન તો કન્ટેનર કે તેના સમાવિષ્ટો પર નકારાત્મક અસર થતી નથી; ઉત્પન્ન થતી ગરમી સામગ્રીને નુકસાન કરતી નથી.
સીલ સ્તર અને કોઈપણ રક્ષણાત્મક અવરોધોને નુકસાન પહોંચાડતા વરખને વધુ ગરમ કરવું શક્ય છે. પ્રારંભિક સીલિંગ પ્રક્રિયાના અઠવાડિયા પછી પણ આ ખામીયુક્ત સીલમાં પરિણમી શકે છે, તેથી ચોક્કસ ઉત્પાદન ચલાવવા માટે જરૂરી ચોક્કસ સિસ્ટમ નક્કી કરવા માટે ઇન્ડક્શન સીલિંગનું યોગ્ય કદ મહત્વપૂર્ણ છે.
સીલિંગ હાથથી પકડેલા એકમ સાથે અથવા કન્વેયર સિસ્ટમ પર કરી શકાય છે.
વધુ તાજેતરનો વિકાસ (જે થોડી સંખ્યામાં એપ્લિકેશનને વધુ સારી રીતે અનુકૂળ છે) બંધ કરવાની જરૂર વગર કન્ટેનર પર ફોઇલ સીલ લાગુ કરવા માટે ઇન્ડક્શન સીલિંગનો ઉપયોગ કરવાની મંજૂરી આપે છે. આ કિસ્સામાં, વરખ પ્રી-કટ અથવા રીલમાં આપવામાં આવે છે. જ્યાં રીલમાં સપ્લાય કરવામાં આવે છે, તેને ડાઇ કટ કરીને કન્ટેનર નેક પર ટ્રાન્સફર કરવામાં આવે છે. જ્યારે વરખ સ્થાને હોય છે, ત્યારે તેને સીલના માથા દ્વારા દબાવવામાં આવે છે, ઇન્ડક્શન ચક્ર સક્રિય થાય છે અને સીલને કન્ટેનર સાથે જોડવામાં આવે છે. આ પ્રક્રિયા સીધી એપ્લિકેશન તરીકે ઓળખાય છે.
રેખાંકન
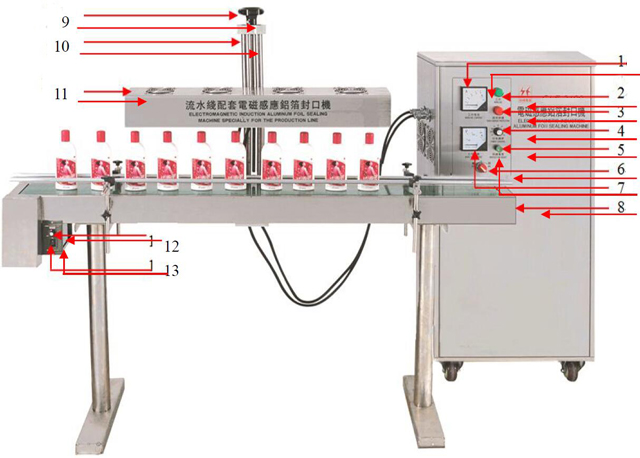
- Ammeter: સમગ્ર મશીનની કામગીરી દરમિયાન વર્તમાન સ્થિતિ દર્શાવે છે.
- કાર્યકારી સૂચક: કાર્યકારી અસાધારણ સ્થિતિ દર્શાવે છે
- ઓવરકરન્ટ સૂચક: કામની અસામાન્ય સ્થિતિ દર્શાવે છે.
- પાવર કંટ્રોલ: પાવર કંટ્રોલર.
- સંરક્ષણ રીસેટ: સામાન્ય કાર્યકારી સ્થિતિ પુનઃપ્રાપ્ત કરો.
- પાવર સ્વીચ: સમગ્ર મશીનની શક્તિને નિયંત્રિત કરે છે.
- વોલ્ટમીટર: સમગ્ર મશીનની કામગીરી દરમિયાન વોલ્ટેજની સ્થિતિ દર્શાવે છે.
- કન્વેયર: બોટલો વહન.
- હેન્ડ વ્હીલ: વિવિધ બોટલની ઊંચાઈના કદ માટે ગોઠવણો.
- લિફ્ટ છાજલીઓ: તે ઉંચાઈને સ્થિર કરવા અને વધવા અથવા ઘટવા માટે અને સીલિંગ હેડની ઓછી કામગીરી માટે વપરાય છે.
- સીલિંગ હેડ: બોટલ કેપમાં એલ્યુમિનિયમ ફોઇલને ગરમ કરે છે અને સીલ કરે છે.
- એડજસ્ટમેન્ટની ઝડપ: કન્વેયર બેલ્ટ ઓપરેશન બટનની એડજસ્ટમેન્ટ સ્પીડ.
- સ્ટાર્ટ સ્વિચ: કન્વેયર કંટ્રોલ સ્વીચ.

- રેટ કરેલ વોલ્ટેજ: AC220V50/60Hz
- મશીન નેટ વજન: 68kg 50kg
- મહત્તમ શક્તિ: 1800W
- ઠંડકની પદ્ધતિ: ઠંડી હવા/પાણી ડબલ કૂલિંગ રીત
- સીલિંગ વ્યાસ: φ15-75mm 15MM-45MM 30MM-60MM
- બોટલની ઊંચાઈ: 20-180mm
- કામ કરવાની પદ્ધતિઓ: કામ ચાલુ રાખો
- એપ્લિકેશનનો અવકાશ: ઉત્પાદનનો મોટો પેચ
- સીલિંગ ઝડપ: 0-200 બોટલ/મિનિટ
- પેકેજિંગ પરિમાણ: 1600*450*1500mm
- જનરેટરનું કદ: 1450*410*1300mm
ઇન્ડક્શન સીલિંગ મશીન પર પદ્ધતિનો ઉપયોગ કરો

- બોટલની ઊંચાઈના કદનું ગોઠવણ: બોટલને "સીલિંગ હેડ"ની નીચે મૂકો, "હેન્ડ વ્હીલને સમાયોજિત કરો", ખાતરી કરો કે "સીલિંગ હેડ" તળિયે અને બોટલના કવર ચહેરા વચ્ચેનું અંતર લગભગ 1-3 મીમી છે, "સ્ટાર્ટ સ્વીચ" ચાલુ કરો. "ચાલુ" કરવા માટે જેથી કન્વેયર બેલ્ટ ચાલવાનું શરૂ કરે અને બોટલોને સીલિંગ હેડને સ્પર્શે છે કે કેમ તે તપાસવા માટે બેલ્ટની આજુબાજુ જવા દો. કઠિન વિનાનું નાનું અંતર શ્રેષ્ઠ છે.
- "સ્પીડ કંટ્રોલ" વડે કન્વેયર બેલ્ટની ઝડપને સમાયોજિત કરો. એલ્યુમિનિયમ ફોઇલ સીલિંગ બેલ્ટની ઝડપ અને શક્તિ સાથે સંબંધિત છે. બેલ્ટ પર કેટલીક બોટલો મૂકો, "પાવર સ્વીચ" ચાલુ કરો અને સીલિંગ ટેસ્ટ કરો. જ્યારે બોટલને મજબૂત રીતે સીલ કરવામાં આવે છે ત્યારે ઓપરેશન ઔપચારિક રીતે શરૂ થાય છે.
- બૂટ-સ્ટ્રેપ પર સોફ્ટ સ્ટાર્ટઅપની રાહ જુઓ અને 30 સેકન્ડ પછી સીલિંગ શરૂ કરો જ્યારે આફ્ટર એમીટર 3.2A બતાવે.
- મશીન શટડાઉનમાં "પાવર સ્વીચ" અને "સ્ટાર્ટઅપ સ્વીચ" બંધ કરો.
ઇનલાઇન કેપિંગ મશીન:
- ઉત્પાદન ક્ષમતા: 40-60 કેપ્સ / મિનિટ
- કેપનું કદ: 10-50/35-140mm
- બોટલ વ્યાસ: 35-140mm
- બોટલની ઊંચાઈ: 38~300mm
- કદ(L×W×H): 1000×800×1200mm
- વજન: 350 કિગ્રા
ઇનલાઇન કેપીંગ મશીનનું ડ્રોઇંગ
| 1 | બોટલો | 2 | બોટલ ફિક્સિંગ |
| 3 | એડજસ્ટ પોઝિશન માટે હેન્ડલ | 4 | ઘર્ષણ પુલી |
| 5 | સ્ટ્રોક પોઝિશન મોડ્યુલ | 6 | કેપ્સ દબાવીને સિલિન્ડર |
| 7 | સ્થિતિ માટે હેન્ડલ | 8 | કેપિંગ એડજસ્ટિંગ મોડ્યુલ |
| 9 | કેપિંગ સિલિન્ડર | 10 | કેપીંગ મોટર |
| 11 | કંટ્રોલિંગ બોક્સ | 12 | હેન્ડ વ્હીલ |
A થી Z સુધી કેપિંગ ગોઠવણ

બોટલ ફિક્સિંગ એડજસ્ટમેન્ટ
1. હેન્ડલ ઢીલું કરો (3)
2. પહેલાથી નક્કી કરેલી બોટલો મૂકો (1)
3. આંખની કીકી જો કેપ્સનું કેન્દ્ર સિલિન્ડર (9) કેન્દ્ર સાથે સુસંગત હોય; એક વાર હેન્ડલને ઠીક કરો (3)
કેપિંગ ઊંચાઈ ગોઠવણ﹒
1. હેન્ડલ ઢીલું કરો (7)
2. કેપિંગ ઘર્ષણ વ્હીલ બનાવવા માટે હેન્ડલ (12) ને સમાયોજિત કરો (4) તળિયે 2mm પર કેપ્સ તળિયેનું અંતર, હેન્ડલને ઠીક કરો (7)
કેપિંગ ઘર્ષણ ગાબડા ગોઠવણ:
1. હવાના સ્ત્રોતને બંધ કરો
2. ઘર્ષણ વ્હીલ્સ (4) વચ્ચે ફિક્સેસ કેપ્સ મૂકો
3. સ્ટ્રોક મોડ્યુલ (5) સ્ક્રૂને સમાયોજિત કરવા માટે ઘર્ષણ વ્હીલ (4) ને ખસેડીને કેપ્સ સુધી પહોંચો (આંખની કીકીના માપ દ્વારા બંને બાજુ સપ્રમાણ હોવી જોઈએ). જમણી ફાસ દરેક બાજુ માટે 2mm થી 3mm હોવી જોઈએ;
કેપિંગ સિલિન્ડરની ઊંચાઈ ગોઠવણ (કેપ્સના નમૂનાઓ અનુસાર)
1. સ્ક્રૂ છૂટો કરો (8) કેપિંગ સિલિન્ડર બનાવો (9) બહાર નીકળો;
2. કેપિંગ નટથી કેપ્સની ટોચ સુધીનું અંતર 1mm-2mm પર રાખો
3. સ્ક્રૂને કડક કરો (8)
કેપિંગ સિલિન્ડર સ્પીડ એડજસ્ટમેન્ટ
1. હવાના દબાણ (માનક 0.74mpa-0.6Mpa) માટે દબાણ સેટિંગને સમાયોજિત કરવા માટે સપ્લાય પાવર અને એર સ્ત્રોતને કનેક્ટ કરો
2. કેપિંગ સમય અને કેપિંગ અંતરાલને સમાયોજિત કરો (પ્રમાણભૂત 1s થી 1.5s) રાજ્યને મેન્યુઅલ તરીકે પસંદ કરો, ડાબે-જમણા ઘર્ષણ વ્હીલની ન્યુમેટિક ગતિને સમાયોજિત કરવા માટે પેડલ સ્વીચને નિર્દેશ કરો, અંતે તે બંને ઝડપે સમાન સ્તરે ઝડપ બનાવવી જોઈએ. ;
3. કેપિંગ સિલિન્ડરની ઝડપને સમાયોજિત કરો.
મશીનનું ટેસ્ટિંગ રન
1. કેપીંગના ટેસ્ટીંગ રન માટે એક ઉત્પાદન લો; કેપિંગ અસર અનુસાર કેપરને નવીકરણ કરો;
2. ટોર્સિયન ફોર્સ અનુસાર ટોર્કને સમાયોજિત કરો.
કેપિંગ સીલિંગ માટે બોટલના નમૂનાઓ

યુ મે લાઈક
 500ml – 1000ml બોટલ જાર તલની ચટણી લીનિયર ફિલિંગ કેપીંગ મશીન
500ml – 1000ml બોટલ જાર તલની ચટણી લીનિયર ફિલિંગ કેપીંગ મશીન- સ્વચાલિત પૂર્વ-વંધ્યીકૃત ઇન્જેક્ટર સિરીંજ ફિલિંગ પ્લગિંગ સીલિંગ મશીન
- લીનિયર 3 હેડ કોસ્મેટિક મેક-અપ પાવડર સ્ક્રુ ઓગર જાર ફિલિંગ લાઇન
- ફ્લેટ કેમ્બર્ડ બોટલ્સ માટે ઉચ્ચ ચોકસાઇ લેબલિંગ મશીન સેમી ઓટોમેટિક
- ફાર્માસ્યુટિકલ પ્રી-ફિલ્ડ સિરીંજ એસેમ્બલી ફિલિંગ કેપિંગ મશીન
- સ્વચાલિત પાવડર ઔગર ફાઇન લોટ ભરવાનું સાધન
- ઓટોમેટિક સ્મોલ રાઉન્ડ પ્લાસ્ટિક બોટલ અનસ્ક્રેમ્બલર સોર્ટર મશીન
- પંપ કેપ્સ માટે સેમી ઓટોમેટિક ટેબલટોપ સ્ક્રુ કેપીંગ મશીન
- ઇ લિક્વિડ આઇ ડ્રોપ્સ પેરીસ્ટાલ્ટિક પંપ મોનોબ્લોક ફિલિંગ કેપિંગ મશીન
- હાઇ સ્પીડ ઓઇન્ટમેન્ટ ક્રીમ લોશન પેસ્ટ ટ્યુબ ફિલિંગ સીલિંગ ઇક્વિપમેન્ટ









