- મોડલ: VK-FTL-OS
- લેબલીંગ ચોકસાઇ: ±1mm (ઉત્પાદનોની ભૂલો અને લેબલ સામેલ નથી.) અને ગોઠવણ સ્તર સ્પષ્ટપણે લેબલીંગ ચોકસાઇને પ્રભાવિત કરશે;
- લેબલીંગ સ્પીડ: 20~45 pcs/min (ઉત્પાદન લેબલના પરિમાણો સાથે સંબંધિત).
- લાગુ ઉત્પાદન: ગ્રાહક દ્વારા પ્રદાન કરાયેલ કન્ટેનર.
- લાગુ પડતું લેબલ: ગ્રાહક દ્વારા આપવામાં આવેલ રોલ્ડ લેબલ.
- મશીનનું પરિમાણ: 2250×1310×1520mm (લંબાઈ × પહોળાઈ × ઊંચાઈ).
- લાગુ પાવર: 220ACV 50/60HZ.
- વજન: 350KG
બે હેડ લેબલર મશીન ઢાંકણા અને બોટલના જાર લેબલિંગ અને પેકેજિંગ માટે લાગુ પડે છે, જે નીચે આપેલ આવશ્યકતાઓને પૂર્ણ કરે છે:
મશીન એપ્લિકેશન
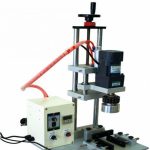
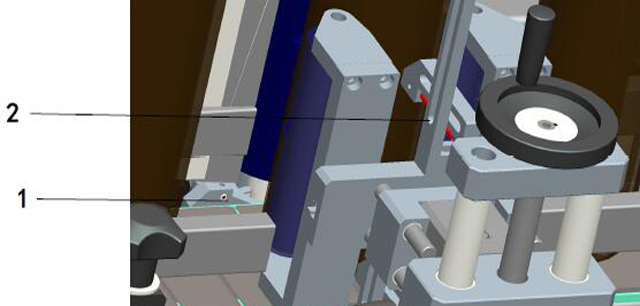
1. ખાસ કવર જોડો (ફ્રન્ટ-એન્ડ લોઅર કવર સિસ્ટમ રીઅર-એન્ડ કવર સિસ્ટમની જરૂર છે, કવર એ પ્રકારનું છે જે ડૂબી ગયું છે, જમણી બાજુનું ચિત્ર જુઓ)
2. રાઉન્ડ બોટલ ટોપ લેબલીંગ બોટલ બોડી લેબલીંગ (જરૂરીયાતો A. બોટલ ફીડિંગ કેરોયુઝલ બોટલ બંધ કેરોયુઝલ સાથે સજ્જ B. 30mm-160mm ના બોટલ વ્યાસને અનુરૂપ થવા માટે મશીનને મોટું કરવાની જરૂર છે)
3. રાઉન્ડ બોટલ પર ખાસ લાગુ પડે છે.
4. મશીનને કોડિંગ મશીનથી સજ્જ કરવાની જરૂર છે
5. ગ્રાહકની એલિવેટરનું કદ 1.75*1.1m છે અને લિફ્ટમાં પ્રવેશવા માટે માર્ગદર્શન પૂરું પાડવા માટે તેને તોડી નાખવાની જરૂર છે.
મશીન મૂળભૂત પરિમાણો



- લેબલીંગ ચોકસાઇ: ±1mm (ઉત્પાદનોની ભૂલો અને લેબલ સામેલ નથી.) અને ગોઠવણ સ્તર સ્પષ્ટપણે લેબલીંગ ચોકસાઇને પ્રભાવિત કરશે;
- લેબલીંગ સ્પીડ: 20~45 pcs/min (ઉત્પાદન લેબલના પરિમાણો સાથે સંબંધિત).
- લાગુ ઉત્પાદન: ગ્રાહક દ્વારા પ્રદાન કરાયેલ કન્ટેનર.
- લાગુ પડતું લેબલ: ગ્રાહક દ્વારા આપવામાં આવેલ રોલ્ડ લેબલ.
- મશીનનું પરિમાણ: 2250×1310×1520mm (લંબાઈ × પહોળાઈ × ઊંચાઈ).
- લાગુ પાવર: 220ACV 50/60HZ.
- વજન: 350KG
લેબલીંગ મશીન શું છે:
લેબલર મશીન એ ઉત્પાદન અથવા નિર્ધારિત પેકેજમાં સ્વ-એડહેસિવ પેપર લેબલ અથવા અન્ય યોગ્ય સામગ્રીના રોલને જોડવા માટેનું ઉપકરણ છે, જેનો વ્યાપકપણે ઉપયોગ વિવિધ ઉદ્યોગો જેમ કે ઇલેક્ટ્રોનિક્સ, ફર્નિચર, પીણાં, દૈનિક રસાયણ, ખોરાક, દવા, પેટ્રોકેમિકલ, વગેરે
ઉત્પાદન પેકેજીંગ કન્ટેનર અને પેકેજીંગ બોક્સનું લેબલીંગ. ઓટોમેટિક લેબલીંગ મશીન સાધનો વિવિધ ઉદ્યોગોમાં મહત્વની ભૂમિકા ભજવે છે. મશીનનું પોતાનું માળખું સંપૂર્ણ છે, અને તમામ સ્ટેનલેસ-સ્ટીલ સામગ્રી તેને સંગ્રહિત કરવાનું સરળ બનાવે છે અને સાધનોને ભીનું અને કાટ લાગવાથી અટકાવે છે.
લેબલિંગ મશીનનો સિદ્ધાંત એ છે કે આઇટમ લેબલિંગ વર્કિંગ સ્ટેશનને કન્વેયર પર સતત ગતિએ ખવડાવવામાં આવે છે. યાંત્રિક ફિક્સ્ચર વસ્તુઓને એક નિશ્ચિત અંતરથી અલગ કરે છે અને આઇટમને કન્વેયરની દિશામાં દબાણ કરે છે.
તેમાં ડ્રાઇવ વ્હીલ, લેબલીંગ વ્હીલ અને રીલ છે. ડ્રાઇવ વ્હીલ તૂટક તૂટક લેબલ સ્ટ્રીપ મૂવમેન્ટને ખેંચે છે જેમ કે લેબલ સ્ટ્રીપ સ્પૂલમાંથી બહાર ખેંચાય છે જ્યારે લેબલ સ્ટ્રીપ લેબલર વ્હીલ દ્વારા લેખની સામે દબાવવામાં આવે છે. લેબલ સ્ટ્રીપ્સના તણાવને જાળવી રાખવા માટે રીલ પર ઓપન-લૂપ ડિસ્પ્લેસમેન્ટ કંટ્રોલનો ઉપયોગ કરવામાં આવે છે
કારણ કે લેબલ સ્ટ્રીપ્સ એકબીજા સાથે જોડાયેલ છે. લેબલ બેલ્ટને સતત રોકી અને બંધ કરવામાં આવે છે જેથી લેબલ ટેપ લેખ સાથે જોડાયેલ હોય અને લેબલીંગ વ્હીલ લેખની જેમ જ ગતિએ આગળ વધે. જ્યારે કન્વેયર ચોક્કસ સ્થાને પહોંચે છે, ત્યારે લેબલ ડ્રાઇવ વ્હીલ બેલ્ટ સાથે મેળ ખાતી ઝડપે વેગ આપે છે. અને લેબલ જોડ્યા પછી, તે ધીમી પડી જાય છે.
કારણ કે લેબલ સહેજ સરકી શકે છે, તે સુનિશ્ચિત કરવા માટે તેના પર એક ચિહ્ન છે કે દરેક લેબલ યોગ્ય રીતે મૂકવામાં આવ્યું છે, જે ઓપ્ટિકલ સેન્સર દ્વારા વાંચવામાં આવે છે. લેબલના મંદીના તબક્કા દરમિયાન, ડ્રાઇવ વ્હીલ લેબલ પરની કોઈપણ ભૂલોને સુધારવા માટે સ્થિતિને ફરીથી સમાયોજિત કરશે.
બોટલ અને ઢાંકણાના નમૂનાઓ


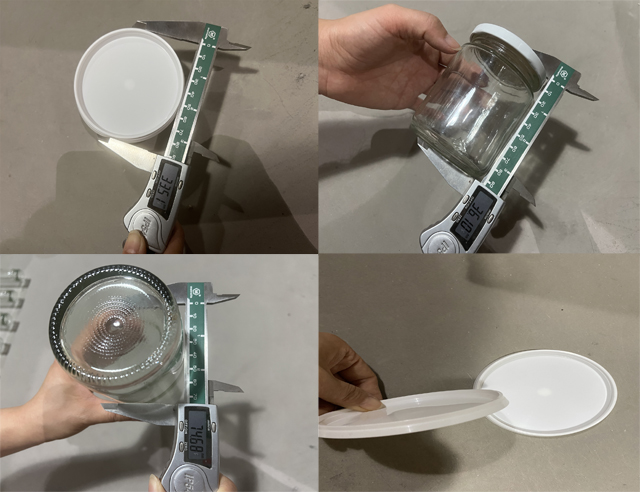
નમૂનાનું કદ (વિગતો માટે વાસ્તવિક નમૂના જુઓ)
1. જારનો વ્યાસ 70mm, ઊંચાઈ 96mm (ટોચનું લેબલ વ્યાસ 55mm. બોટલ લેબલ 160*40mm)
2. બોટલ નંબર 1, વ્યાસ 70mm, ઊંચાઈ 330mm, લેબલ 230*106mm
3. બોટલ નંબર 2, વ્યાસ 50mm, ઊંચાઈ 230mm, બોટલ લેબલ 170*70mm
સૂચના માર્ગદર્શિકા
ભાગ I નિવેદન
I. નિયમિત વસ્તુઓ
આ લેબલીંગ મશીન બિન-માનક સાધન છે અને તેને ચલાવવા માટે ચોક્કસ તકનીકોની જરૂર છે. અથવા મશીનની ઉચ્ચ કાર્યક્ષમતા અથવા સામાન્ય ઉપયોગને અસર થશે. આ લેબલીંગ મશીનનું સંચાલન પ્રશિક્ષિત ટેકનિશિયન દ્વારા પૂરક હોવું આવશ્યક છે.
આ સાધનોની કામગીરી સૂચના માર્ગદર્શિકા સાથે અથવા અમારી કંપનીના ટેકનિશિયનોની સૂચનાઓ હેઠળ હોવી જોઈએ. આ સૂચના માર્ગદર્શિકા VK-FRL-OS લેબલિંગ મશીન પર લાગુ કરવામાં આવે છે (સંક્ષેપ એ નીચેના વિભાગોમાં લેબલિંગ મશીન છે.). હેતુ આ મશીનનો સામાન્ય ઉપયોગ અને ગોઠવણ સુનિશ્ચિત કરવાનો છે.
II. કંપનીના અધિકારો
આ સાધન અમારી કંપની દ્વારા વિકસિત અને ઉત્પાદિત કરવામાં આવ્યું છે. અમારી કંપની નીચેના સત્તાવાળાઓને અનામત રાખે છે:
મશીનના ટેકનિકલ ફાયદાઓ અને લાગુ પાડવા માટે, અમારી કંપની યાંત્રિક ભાગો, ઇલેક્ટ્રો-કંટ્રોલ ઘટકો અને સૉફ્ટવેરને અપડેટ કરી શકે છે, જેમાં ઉપયોગમાં લેવાતા ઘટકોનું માળખું, પ્રકાર અને બ્રાન્ડનો સમાવેશ થાય છે, પરંતુ પહેલાથી વેચાયેલી મશીનો માટે મફત અપડેટ્સનું વચન આપવામાં આવ્યું નથી. .
અમારી કંપની પાસે મશીનને એકીકૃત રીતે રાખવામાં આવે તે જરૂરી કરવાનો અધિકાર છે. અમારી કંપનીના ટેકનિશિયનોની તકનીકી સૂચનાઓ વિના, યાંત્રિક, વિદ્યુત અથવા નિયંત્રણ ભાગોમાં ફેરફાર કરવાની મંજૂરી નથી. અથવા સંબંધિત નુકસાની પક્ષ દ્વારા ચૂકવવામાં આવવી જોઈએ જેણે નિયમનું ઉલ્લંઘન કર્યું છે.
અમારી કંપની આ મશીન પર આધારિત કોડ અથવા અન્ય કાર્યો ઉમેરવા માટે સંબંધિત તકનીકી સૂચનાઓ પ્રદાન કરે છે, પરંતુ સંબંધિત ઘટકો માટે જવાબદાર નથી.
આ મશીન અને આ સૂચના માર્ગદર્શિકાનો બૌદ્ધિક સંપદા અધિકાર અમારી કંપનીનો છે. કોઈપણ સાહિત્યચોરી કાનૂની જવાબદારી સહન કરવી જોઈએ
III. સલામતી વસ્તુઓ
ખતરો! ખાતરી કરો કે વિદ્યુત આંચકાથી બચવા માટે મશીન કાર્યરત છે તે જમીન પર માટી કરેલું છે.
ખતરો! ખાતરી કરો કે વોલ્ટેજ ઓવરલોડ નથી.
ચેતવણી! ઇલેક્ટ્રિકલ બોક્સ અને સર્કિટની કામગીરી ઇલેક્ટ્રિકલ ટેકનિશિયન અથવા વ્યાવસાયિક કર્મચારીઓની સૂચનાઓ હેઠળ હોવી જોઈએ.
ચેતવણી! કમ્પ્રેશન ક્રશને રોકવા માટે ફરતા ભાગો પર ધ્યાન આપો.
IV. ઓપરેશન અધિકારો
ખાતરી કરો કે આ મશીનનું સંચાલન, સ્થાન અને જાળવણી પ્રશિક્ષિત અને અધિકૃત કર્મચારીઓ દ્વારા કરવામાં આવવી જોઈએ.
માત્ર પ્રમાણિત અથવા વ્યાવસાયિક કર્મચારીઓ અને સાધનસામગ્રી એન્જિનિયરને લેઆઉટ પૂર્ણ કરવાની મંજૂરી આપો.
મશીનના સંચાલન માટે ખાતરી કરવાની જરૂર છે:
- ઓપરેટરને અમારી કંપની દ્વારા વ્યવસાયિક રીતે પ્રશિક્ષિત અને પ્રમાણિત કરવામાં આવે છે.
- ઓપરેટર પાસે મશીનની કામગીરીની પ્રક્રિયા દરમિયાન મૂળભૂત ખામીઓને સુધારવા અથવા તેનો સામનો કરવાનું જ્ઞાન છે.
- આ મશીનની કામગીરીમાં આ માર્ગદર્શિકાની જરૂરિયાતો અનુસાર કાર્ય કરો.
V. ઓપરેશન એન્વાયરમેન્ટ
નીચેના સંજોગોમાં ઉપયોગ કરશો નહીં:
- તાપમાનમાં તીવ્ર ફેરફાર.
- ભેજ અથવા ઉચ્ચ ભેજ.
- તીવ્ર કંપન અને આંચકો
- ખૂબ ધૂળ
- પાણી, તેલ અને રસાયણોનો સ્પ્રે
- વિસ્ફોટક, જ્વલનશીલ અને ખતરનાક વસ્તુઓ
VI. ટ્યુન-ઇન પીરિયડ
આ લેબલીંગ મશીન ખાસ કરીને ગ્રાહકના ઉત્પાદનોના આધારે બનાવવામાં આવે છે અને તે પ્રમાણભૂત સાધન નથી, તેમાં ઓપરેટરો માટે ટેકનિકલ અને અનુભવની આવશ્યકતાઓ હોય છે અને તેને ટ્યુન કરવા માટે એક મહિનાની અવધિની જરૂર હોય છે. ટ્યુન ઇન પીરિયડ, જો સાધનોની કામગીરીમાં ટેકનિકલ પરિમાણો હાંસલ કરવામાં ન આવ્યા હોય, તો પ્રતિસાદ તકનીકી સપોર્ટ મેળવવા માટે અમારી કંપનીને.
ભાગ બે મશીન પરિચય
I. મૂળભૂત કાર્ય:
આ લેબલિંગ મશીન ખાસ રીતે ડિઝાઇન કરવામાં આવ્યું છે, તેમાં વિશિષ્ટતાની લાક્ષણિકતા છે અને તેનો ઉપયોગ પરિઘ અને સિલિન્ડરની ટોચ પર અથવા સોંપેલ સ્થાન પર લેબલિંગ માટે થાય છે (સોંપાયેલ સ્થાન પર લેબલિંગને એક્સેસરીઝ ઉમેરવાની જરૂર છે). મશીન સાથે પરિચિત થવા પર, મશીનનો ઉપયોગ અન્ય ઉદ્યોગોમાં રાઉન્ડ કન્ટેનર પર લેબલિંગ માટે પણ થઈ શકે છે, જેમ કે તૈયાર ખોરાક, ટીનવાળા ખોરાક માટે રાઉન્ડ કન્ટેનર, સૌંદર્ય પ્રસાધનો, દવા અને તેથી વધુ.
II. લેબલ પુનઃપ્રાપ્તિ પ્રક્રિયા વર્ણન:
કન્ટેનર મૂકો → અલગ કન્ટેનર → કન્વેયર → ઉત્પાદન શોધ → લેબલ પુનઃપ્રાપ્ત → કન્ટેનર એકત્રિત કરો.
- પરિવહન પટ્ટા પર ઉત્પાદન મૂકો.
- કન્ટેનર અલગ કરવાની પદ્ધતિ ચોક્કસ અંતરે કન્ટેનરને અલગ કરે છે.
- પરિવહન પટ્ટાના ખેંચાણ હેઠળ, કન્ટેનર લેબલીંગ મિકેનિઝમની જમણી બાજુએ આપમેળે ચાલે છે.
- કન્ટેનર શોધાયેલ સ્થિતિમાં આવે છે અને વિદ્યુત સેન્સર દ્વારા શોધી શકાય છે જે PLC ને પ્રતિસાદ સંકેત આપશે.
- ટ્રેક્શન મોટર ફરે છે, બહાર મોકલે છે અને ઉત્પાદન પર લેબલ પેસ્ટ કરે છે.
- કન્ટેનર પર રિકવરી મિકેનિઝમ ટ્વિસ્ટ અને રોલ્સ લેબલ લેબલિંગ.
- કન્ટેનર પરિવહન અને એકત્રિત કન્ટેનરમાં એકત્રિત કરવામાં આવે છે.
ભાગ ત્રણ મિકેનિઝમ
I. એકંદર દૃશ્ય
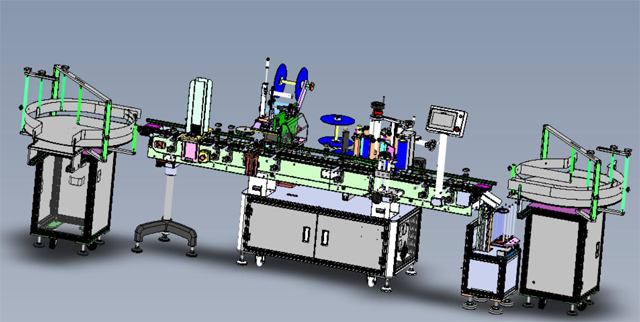
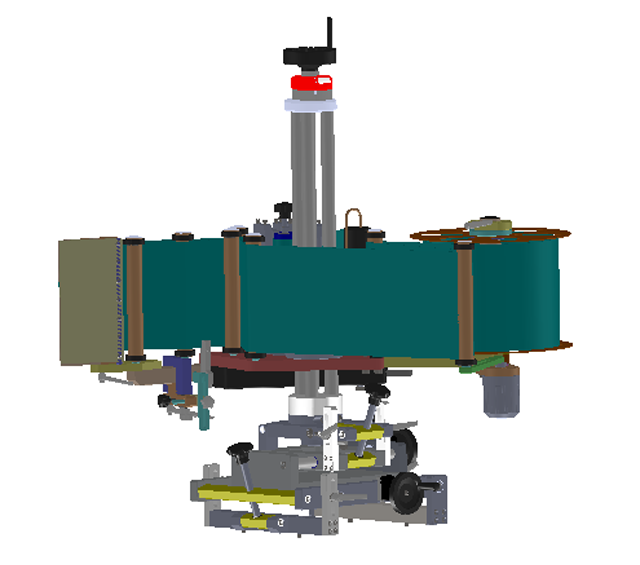
દરેક ભાગની યાંત્રિક રચનાઓ અને કાર્યો નીચેના ચિત્રમાં દર્શાવેલ છે: [ઉપકરણ 3D મોડલ]
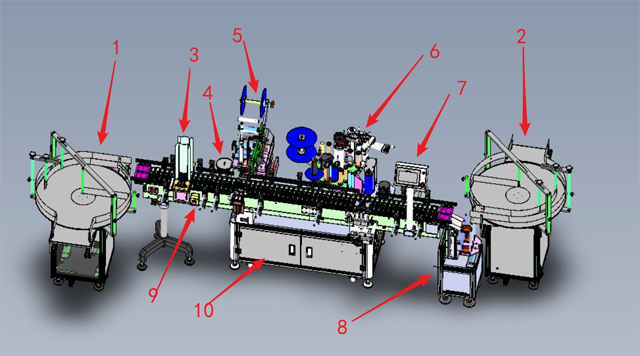
- ફીડિંગ અને બોટલ હેન્ડલિંગ મિકેનિઝમ: ઉત્પાદનો અને તેની પહોંચાડવાની લાઇન.
- બોટલ પ્રાપ્ત કરવાની પદ્ધતિ: પ્રોસેસ્ડ પ્રોડક્ટ્સ પ્રાપ્ત કરવી અને સૉર્ટ કરવી.
- વિભાજન પદ્ધતિ: ડિસ્ક સામગ્રીનું વિભાજન અને લેબલીંગ.
- બોટલ અલગ કરવાની પદ્ધતિ રાઉન્ડ બોટલ પ્રોડક્ટ્સને અલગ કરે છે અને અંતર ખોલે છે.
- ઉત્પાદનના ઉપલા પ્લેનને લેબલ કરવા માટે 1# હેડ.
- ઉત્પાદનની બાજુને લેબલ કરવા માટે 2# હેડ.
- માનવ-કમ્પ્યુટર ક્રિયાપ્રતિક્રિયા માટે ડિસ્પ્લે સ્ક્રીન.
- પ્રાપ્ત કરવાની પદ્ધતિ ડિસ્ક ઉત્પાદનો મેળવે છે.
- પાવર સપ્લાય ઇમરજન્સી સ્ટોપ: બટન દબાવો અને ઇમરજન્સી સ્ટોપ માટે સાધનો બંધ થઈ જશે.
- ઇલેક્ટ્રિક બોક્સ અને સાધનો સર્કિટ ભાગ સ્થાપન સ્થિતિ.
II. વિગતો જુઓ

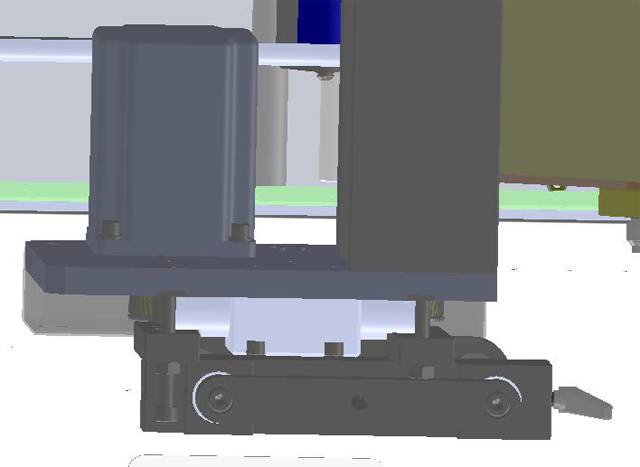
1. [લેબલિંગ હેડ]
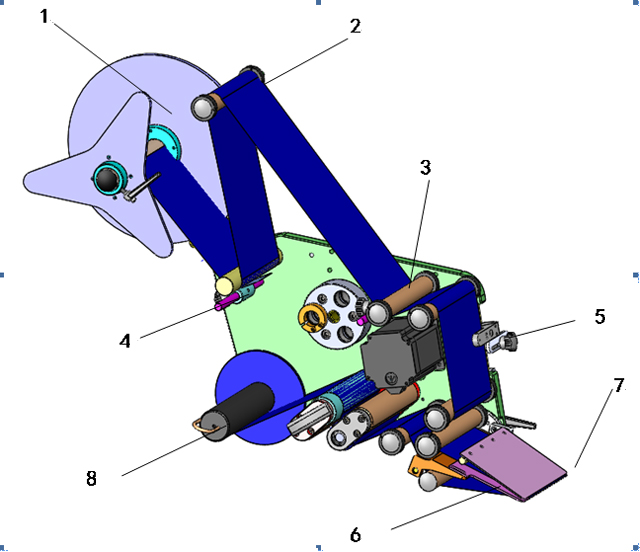
- સામગ્રી મૂકવાની પદ્ધતિ: રોલ્સમાં લેબલ મૂકવા માટે વપરાય છે.
- બ્રેક: લેબલને ઢીલું રાખવા અને પટ્ટાના તાણ બળને રાખવા માટે લેબલોને રોકવા માટે વપરાય છે.
- રોલર: લેબલના તાણ બળને રાખવા માટે વિન્ડ લેબલ્સ.
- પ્રેસ મિકેનિઝમ: લેબલને ચુસ્તપણે દબાવો.
- ઇલેક્ટ્રિક સેન્સર ફ્રેમ: લેબલ આઇડેન્ટિફિકેશન ઇલેક્ટ્રિક સેન્સર ઇન્સ્ટોલ કરો અને તેને આગળ અને પાછળ ખસેડો.
- ડિસ્પેન્સર બોર્ડ: સ્પિલ્ડ લેબલ.
- ટ્રેક્શન મિકેનિઝમ: લેબલ સ્ટ્રીપના બેઝ પેપરને ખેંચો અને લેબલને વિભાજિત કરવાની શક્તિ પ્રદાન કરો.
- સામગ્રી એકત્ર કરવાની પદ્ધતિ: લેબલ બેઝ પેપરને રિસાયકલ કરો.
2. ઉત્પાદન શોધ ઇલેક્ટ્રિક સેન્સર ફ્રેમ
- ઉત્પાદન શોધ ઇલેક્ટ્રિક સેન્સર: પ્રત્યક્ષ સહસંબંધ ઓપ્ટિકલ ફાઈબર: એક સિગ્નલ બહાર કાઢે છે, અને અન્ય ઓપ્ટિકલ ફાઈબર સિગ્નલ મેળવે છે. સિગ્નલોના વિભાજન દ્વારા અસ્તિત્વમાં છે કે નહીં તે વસ્તુઓને શોધો.
- પોઝિશનિંગ ઇલેક્ટ્રિક સેન્સર: વિખરાયેલા પ્રતિબિંબ ઓપ્ટિકલ ફાઇબર, લેબલિંગને સ્થાન આપવા માટે, વિખરાયેલા પ્રતિબિંબના ફેરફારો દ્વારા ઉત્પાદનના અસ્તિત્વને શોધવા માટે.
3. એડજસ્ટમેન્ટ મિકેનિઝમ:
તમામ ગોઠવણ મિકેનિઝમને સમાયોજિત કરો. સંબંધિત લોકીંગ સ્ક્રૂ પહેલા ઢીલા કરવા જોઈએ. ફિક્સેશન રાખવા માટે એડજસ્ટમેન્ટ પછી લોકીંગ સ્ક્રૂને કડક કરો.
- ફોરવર્ડ અને બેકવર્ડ એડજસ્ટમેન્ટ લીવર: હેન્ડ વ્હીલના અંત સાથે લેબલીંગ હેડને આગળ અને પાછળ ગોઠવો.
- ડાબી અને જમણી ગોઠવણ લીવર: હેન્ડ વ્હીલના અંત સાથે લેબલિંગ હેડની ડાબે અને જમણી બાજુની સ્થિતિને સમાયોજિત કરો.
- ડાબે અને જમણા ઝોકનું ગોઠવણ: હેન્ડ વ્હીલ દ્વારા લેબલિંગ હેડ અને ટ્રાન્સપોર્ટેશન બેલ્ટ વચ્ચે સમાંતરતાને સમાયોજિત કરો.
- આગળ અને પાછળ ઝોક ગોઠવણ: હેન્ડ વ્હીલ દ્વારા લેબલિંગ હેડ અને ટ્રાન્સપોર્ટેશન બેલ્ટ વચ્ચે સમાનતા ગોઠવો.
- ઉપર અને નીચે ગોઠવણ: ટોચ પર હેન્ડ વ્હીલ દ્વારા લેબલિંગ હેડને ઉપર અને નીચે ગોઠવો.
- લેબલ આઇડેન્ટિફિકેશન ઇલેક્ટ્રિક સેન્સર એડજસ્ટમેન્ટ: 5-સ્ટાર્ટ વ્હીલને ઇલેક્ટ્રિક સેન્સરને ડાબે અને જમણે અને ઉપર અને નીચે સ્થાન પર છોડો.
- ડિસ્પેન્સર બોર્ડ એંગલ એડજસ્ટમેન્ટ: રિલેટિવ પોઝિશનિંગ સ્ક્રૂને ઢીલું કરીને ડિસ્પેન્સર બોર્ડના એંગલને સ્વિંગ કરો.
4. પોઝિશનિંગ મિકેનિઝમ
- ફોરવર્ડ અને બેકવર્ડ એડજસ્ટમેન્ટ: ટોપ પર હેન્ડ વ્હીલ એડજસ્ટ કરીને પોઝીશનીંગ મેકેનિઝમને આગળ અને પાછળ ગોઠવો.
- ઉપર અને નીચે ગોઠવણ: ટોચ પર હેન્ડ વ્હીલને સમાયોજિત કરીને પોઝિશનિંગ મિકેનિઝમને ઉપર અને નીચે ગોઠવો.
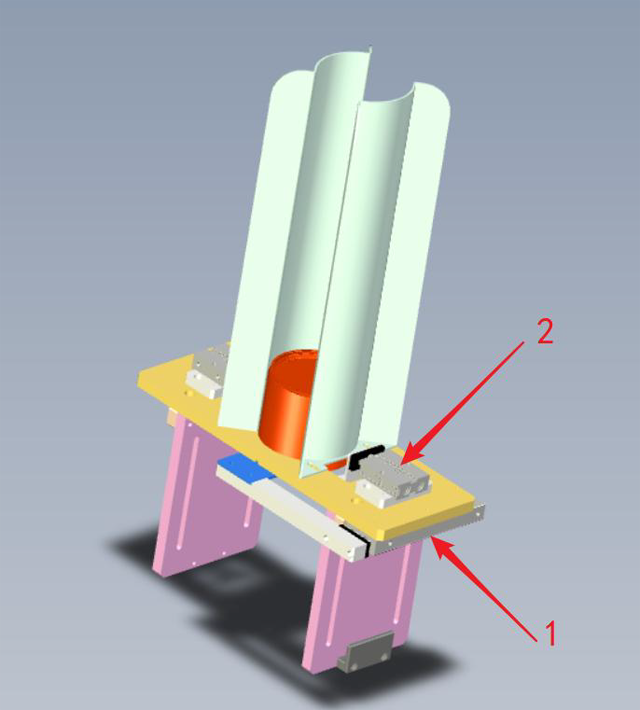
5. લેબલ રીકવરીંગ મિકેનિઝમ
ઝોક ગોઠવણ: લેબલ રિકવરિંગ મિકેનિઝમ અને ટ્રાન્સપોર્ટેશન બેલ્ટ વચ્ચેના ખૂણાને સમાયોજિત કરવા માટે આગળના 2 સ્ક્રૂને સ્ક્રૂ કરો (સ્ક્રૂ ઇન કરો) અને પાછળના 2 સ્ક્રૂને સ્ક્રૂ કરો (સ્ક્રૂ આઉટ કરો).
6. વિતરણ પદ્ધતિ
- સિલિન્ડરનું વિતરણ અને ડિસ્ચાર્જિંગ: હોપરની અંદર ઉત્પાદનોને એક પછી એક ડિસ્ચાર્જ કરવા માટે જવાબદાર
- મટિરિયલ ડિસ્ટ્રિબ્યુશન ક્લેમ્પિંગ સિલિન્ડર: જ્યારે ડિસ્ચાર્જ સિલિન્ડર દ્વારા મટિરિયલ ડિસ્ચાર્જ કરવામાં આવે ત્યારે અન્ય પ્રોડક્ટ્સને ક્લેમ્પ કરવા માટે જવાબદાર બનો.
ભાગ ચાર વિદ્યુત ભાગ
I. વિદ્યુત નિયંત્રણ સિદ્ધાંત:
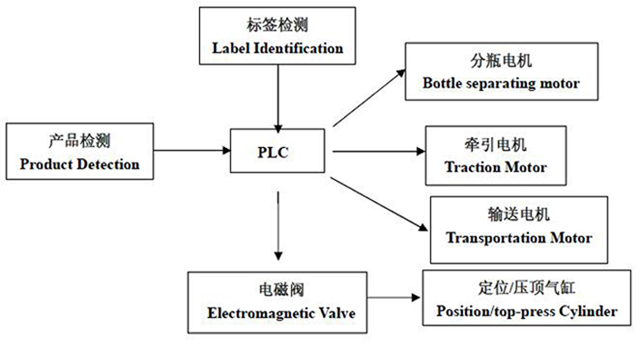
ઇનપુટ સિગ્નલ એ પ્રોડક્ટ ડિટેક્શન સિગ્નલ, લેબલિંગ ડિટેક્શન અને લેબલ આઇડેન્ટિફિકેશન સિગ્નલ છે, પીએલસીમાં પ્રક્રિયા કર્યા પછી, આઉટપુટ સિગ્નલ એ ટ્રેક્શન મોટર અને ઇલેક્ટ્રોમેગ્નેટિક વાલ્વના કન્ટ્રોલ સિગ્નલ છે જે કન્ટ્રોલિંગ સિલિન્ડર અને ટ્રેક્શન મોટરના ફ્લેક્સને નિયંત્રિત કરવા માટે, પોઝિશનિંગ લેબલિંગને સમાપ્ત કરવા માટે. ઉત્પાદનો
ભાગ પાંચ ગોઠવણ
I. યાંત્રિક ગોઠવણ
1. માર્ગદર્શક મિકેનિઝમ:
ઓરિએન્ટેશન મિકેનિઝમને સમાયોજિત કરો. પરિવહનમાં ઉત્પાદનો ખોટી દિશામાં જશે નહીં તેની ખાતરી કરવા માટે ઉત્પાદનોના કદ અનુસાર માર્ગદર્શક બ્લોકને આગળ અને પાછળ ખસેડો. ઉત્પાદનોને સરળતાથી પસાર થવા દેવા માટે એડજસ્ટ કરો અને તે સારું છે કે 0.5 મીમીની અંદર 2 બાજુઓ પર ખોટી ગોઠવણી.
2. પુનઃપ્રાપ્ત કરવાની પદ્ધતિ:
રબર વ્હીલને ઉત્પાદન સાથે સમાંતર બનાવવા માટે પુનઃપ્રાપ્ત કરવાની પદ્ધતિને સમાયોજિત કરો, જે ખાતરી કરે છે કે ઉત્પાદન પરનો ભાર સમાન છે, પુનઃપ્રાપ્ત વ્હીલ લેબલને સ્પર્શ કરી શકે છે અને લેબલિંગ સ્થિતિ સ્થિર છે.
3. લેબલિંગ હેડ:
સંબંધિત લૉક સ્ક્રૂ દરેક ગોઠવણ માટે પહેલા ઢીલું કરવું આવશ્યક છે. ગોઠવણ પછી લૉક સ્ક્રૂને સજ્જડ કરો. હાથના વ્હીલ્સ દ્વારા ઉપર અને નીચે, આગળ અને પાછળ ગોઠવો. લેબલીંગ પોઝિશનના એડજસ્ટમેન્ટને અમલમાં મૂકવા માટે સમાંતર અથવા રોટેશનલી એડજસ્ટ કરી શકાય છે.
4. લેબલ ડિસ્પેન્સર બોર્ડ:
લેબલ ડિસ્પેન્સર બોર્ડને સમાયોજિત કરો, તેના કનેક્શન મિકેનિઝમ પર 7 આકારના હેન્ડલને ઢીલું કરો અને ઉત્પાદનની જરૂરિયાતો સાથે મેળ ખાય તે માટે ચોક્કસ ખૂણા માટે લેબલ ડિસ્પેન્સર બોર્ડને સ્વિંગ કરો. કદાચ વિવિધ જાડાઈ અને સામગ્રી સાથે લેબલ માટે સરળ લેબલ વિભાજન માટે કોણ સંતુલિત કરવાની જરૂર છે.
II. ઇલેક્ટ્રિક સેન્સર ગોઠવણ
મશીનમાં ઇલેક્ટ્રિક સેન્સરના 2 સેટ છે: પ્રોડક્ટ ડિટેક્શન ઇલેક્ટ્રિક સેન્સર અને લેબલ આઇડેન્ટિફિકેશન ઇલેક્ટ્રિક સેન્સર જેને પ્રોડક્ટ ડિટેક્શન અને લેબલ ઓળખની જરૂરિયાતો અનુસાર એડજસ્ટ કરી શકાય છે.
1. પોઝિશન એડજસ્ટમેન્ટ:
વિવિધ ઉત્પાદનો અને લેબલોને અનુકૂલિત કરવા માટે ઇલેક્ટ્રિક સેન્સર ફ્રેમ આગળ અને પાછળ અથવા ઉપર અને નીચે ગોઠવો. ગોઠવણ પદ્ધતિઓ યાંત્રિક પરિચય વિભાગનો સંદર્ભ આપે છે.
2. ઇલેક્ટ્રિક આંખ સેટઅપ:
મૂળ ઇલેક્ટ્રિક સેન્સર MT ગ્રુવ ઇલેક્ટ્રિક સેન્સર છે. અન્ય લેબલ ઓળખ અથવા ઉત્પાદન શોધ ઇલેક્ટ્રિક આંખો વૈકલ્પિક છે.
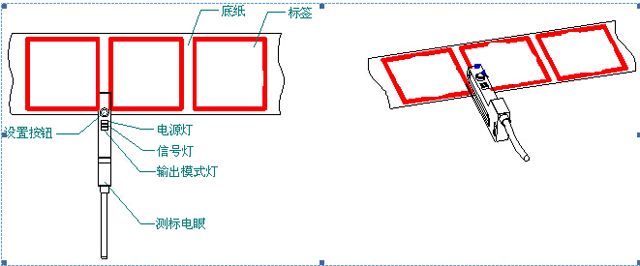
2.1 લેબલ ઓળખ ઇલેક્ટ્રિક સેન્સર: લેબલ્સ શોધવા માટે (માત્ર મોડેલ પરિચય તરીકે, આ મશીનના વાસ્તવિક પ્રકારનું પ્રતિનિધિત્વ કરશો નહીં)
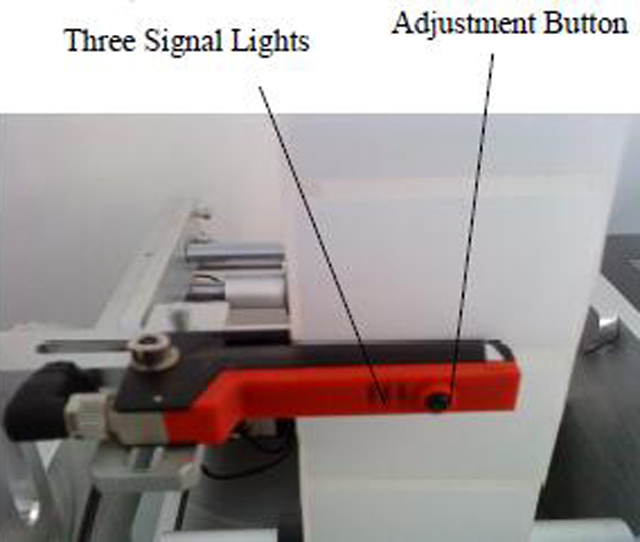
[જર્મન LEUZE GS-63 ઇલેક્ટ્રિક સેન્સર]
ઇલેક્ટ્રિક સેન્સરનું સંચાલન સૂચના:
1) નીચેની અંજીરમાં બતાવ્યા પ્રમાણે ઇલેક્ટ્રિક સેન્સરના U ગ્રુવમાંથી પસાર થવા માટે લેબલ્સ ખેંચો.
2) લેબલ્સ ખેંચવા, પીળી સિગ્નલ લાઇટ લેબલ્સ વચ્ચેના ગેપમાં ચાલુ છે અને લેબલ્સ સાથેની જગ્યાએ બંધ છે, તેથી તે સામાન્ય છે અને તેનો સીધો ઉપયોગ કરી શકાય છે.
3).જ્યારે પીળી સિગ્નલ લાઇટ હંમેશા ચાલુ અથવા બંધ હોય, ત્યારે ઇલેક્ટ્રિક સેન્સરને રીસેટ કરો.
4) ઇલેક્ટ્રિક સેન્સર સેટ કરવાની પદ્ધતિઓ નીચે મુજબ છે:
- નીચેના ચિત્રમાં દર્શાવ્યા પ્રમાણે U-આકારના ગ્રુવ દ્વારા લેબલ્સ ખેંચો.
- ઇલેક્ટ્રિક સેન્સરના ગ્રુવમાં લેબલ સાથે બેઝ પેપર મૂકો, 3 સેકન્ડ માટે એડજસ્ટમેન્ટ બટન દબાવો જ્યાં સુધી પીળો સિગ્નલ લાઇટ ઝબકી ન જાય, પછી બટન છોડો, લેબલ વગરના બેઝ પેપરને ઇલેક્ટ્રિક સેન્સરના ગ્રુવમાં મૂકો, એડજસ્ટમેન્ટ બટન 8 સેકન્ડ માટે દબાવો, પછી બટન છોડો.
પછી રીસેટ પ્રક્રિયા પૂર્ણ થાય છે. - ઇલેક્ટ્રિક સેન્સરના ગ્રુવમાં લેબલ્સ ખેંચો. જ્યારે લેબલ સાથેનો બેઝ પેપર પસાર થતો હોય ત્યારે પીળી સિગ્નલ લાઇટ બંધ હોય છે અને જ્યારે લેબલ વચ્ચેનું અંતર હોય ત્યારે તે ચાલુ હોય છે.
2.2 ઉત્પાદન શોધ ઇલેક્ટ્રિક સેન્સર: (માત્ર મોડેલ પરિચય તરીકે, વાસ્તવિક સાધન પ્રકારનું પ્રતિનિધિત્વ કરશો નહીં)
2.2.1 FX-301 સિરીઝ ઇલેક્ટ્રિક સેન્સરનું કનેક્શન:
પ્રોડક્ટ ડિટેક્શન ઇલેક્ટ્રિક સેન્સરનો ઉપયોગ માત્ર યોગ્ય કનેક્શન દ્વારા જ થઈ શકે છે. નીચે પ્રમાણે કનેક્શન સૂચનાને અનુસરો. 'in' કાળા વાયર સાથે જોડાય છે, અને 'આઉટ' ચાંદીના વાયરને જોડે છે. [FX-301 સિરીઝ ઇલેક્ટ્રિક સેન્સર]
2.2.2 ઉત્પાદન શોધ ઇલેક્ટ્રિક સેન્સર શોધ સિદ્ધાંત
પ્રોડક્ટ ડિટેક્શન ઇલેક્ટ્રિક સેન્સર પ્રકાશના પ્રતિબિંબની માત્રા અનુસાર ઑબ્જેક્ટને ઓળખે છે. ઇલેક્ટ્રિક સેન્સર ઑબ્જેક્ટમાં પ્રકાશનું ઉત્સર્જન કરે છે, ઑબ્જેક્ટ ચોક્કસ પ્રકાશને ઇલેક્ટ્રિક સેન્સરમાં પ્રતિબિંબિત કરી શકે છે, જ્યારે પ્રતિબિંબિત પ્રકાશનું પ્રમાણ મૂલ્ય સેટિંગ સુધી પહોંચે છે, ઇલેક્ટ્રિક સેન્સર સિગ્નલ બદલાય છે અને નિયંત્રણ સિસ્ટમમાં સિગ્નલ મોકલે છે.
2.2.3 સ્ટેટસ સ્વીચ
'મોડ/કેન્સલ' કી દબાવો, 'રન', 'ટીચ', 'એડીજે' 'એલ/ડી' 'ટાઈમર' 'પ્રો' સાથે લીલી લાઇટ સ્વિચ દબાવો, વિવિધ કાર્ય સ્થિતિ દર્શાવે છે.
'RUN' એટલે ઓપરેશન સ્ટેટસ;
'ટીચ' એટલે શિક્ષણની સ્થિતિ;
'ADJ' એટલે ગોઠવણ સ્થિતિ;
'L/D' એટલે અપ/ડાઉન સિગ્નલ સ્થિતિ;
પુષ્ટિ માટે 'પુશ' કી દબાવો, ફાઇન-ટ્યુનિંગ કાર્ય માટે ટોગલ કરો.
2.2.4 ઉત્પાદન શોધ ઇલેક્ટ્રિક સેન્સર સેટઅપ
- જ્યારે વર્ક સ્ટેશન પર કોઈ ઉત્પાદન ન હોય, ત્યારે ઇલેક્ટ્રિક સેન્સર એમ્પ્લીફાયરનું પારદર્શક કવર ખોલો, 'MODE/CANCEL' કી દબાવો અને 'TEACH' મોડ પર સ્વિચ કરો. ડિજિટલ ડિસ્પ્લે વિન્ડો એક મૂલ્ય દર્શાવે છે જે ખાલી સિગ્નલ છે, નીચે આપેલા ચિત્રમાં '67' તરીકે. જ્યારે મૂલ્ય સ્થિર થાય છે, ત્યારે પુષ્ટિ કરવા માટે 'PUSH' દબાવો.
- પછી ઉત્પાદનને લેબલિંગ સ્ટેશન પર મૂકો, ડાબા પોઝીશનીંગ લીવરની નજીક, સ્થિતિનું અવલોકન કરો અને પોઝીશનીંગ લીવરને સમાયોજિત કરીને ઉત્પાદન પર લેબલની સ્થિતિ શોધો.
- લેબલની સ્થિતિને સમાયોજિત કર્યા પછી, ડિજિટલ ડિસ્પ્લે વિન્ડો પર એક નવું મૂલ્ય આવે છે જે ઉત્પાદનોને શોધતી વખતે સિગ્નલ છે, જેમ કે '1900'. જો મૂલ્ય સ્થિર હોય, તો પુષ્ટિ કરવા માટે 'PUSH' દબાવો. તે પૂર્ણ કર્યા પછી, ડિજિટલ ડિસ્પ્લે 'સારી' ટીપ્સ બતાવે છે. ('રન' ઓપરેશન સ્ટેટસ પર પાછા 'MODE/CANCEL' કી દબાવો).
- 'ADJ' મોડલ પર સ્વિચ કરો. ડિજિટલ ડિસ્પ્લે મૂલ્ય=ખાલી સિગ્નલ દર્શાવે છે (સિગ્નલ-ખાલી સિગ્નલ શોધવું)/2. સિસ્ટમ આ મૂલ્યને થ્રેશોલ્ડ મૂલ્ય તરીકે ડિફોલ્ટ કરે છે. જો સિગ્નલ મૂલ્ય થ્રેશોલ્ડ મૂલ્ય કરતાં વધુ હોય, તો તેનો અર્થ એ છે કે ડિફૉલ્ટમાં ઑબ્જેક્ટ છે, અને થ્રેશોલ્ડ મૂલ્ય કરતાં ઓછું છે, તેનો અર્થ ઑબ્જેક્ટ પર ડિફૉલ્ટ છે. PLC ને સંકેત પ્રતિસાદ. PLC અનુરૂપ આદેશ મોકલશે. થ્રેશોલ્ડ મૂલ્ય એડજસ્ટેબલ છે. 'PUSH' ની ડાબી/જમણી કીને ટૉગલ કરીને, તમે મૂલ્ય વધારી અથવા ઘટાડી શકો છો, અને થ્રેશોલ્ડ મૂલ્ય બદલી શકો છો (સામાન્ય રીતે કોઈ ગોઠવણ જરૂરી નથી). અંતે, પુષ્ટિ કરવા માટે 'PUSH' દબાવો.
- 'MODE/CANCEL' કી દબાવો, 'RUN' ઓપરેશન સ્થિતિ પર પાછા. (કોઈપણ સેટિંગ્સ પૂર્ણ કર્યા પછી 'RUN' ઓપરેશન સ્થિતિ પર પાછા જાઓ.)
- પારદર્શક કવર બંધ કરો અને સેટિંગ્સ સમાપ્ત કરો.
- જ્યારે પ્રોડક્ટને લેબલિંગ પોઝિશન પર મૂકવામાં આવે છે, ત્યારે PRODUCT DETECTION ઇલેક્ટ્રિક સેન્સર સિગ્નલને શોધી કાઢે છે અને PLC પર પાછા ફીડ કરે છે. પીએલસી આદેશ મોકલે છે અને લેબલીંગ મશીનના અનુરૂપ ભાગો કામ કરવાનું શરૂ કરે છે.

[FX-301 સિરીઝ ઇલેક્ટ્રિક સેન્સર]
ભાગ છ ઓપરેશન
I. વિન્ડિંગ લેબલ
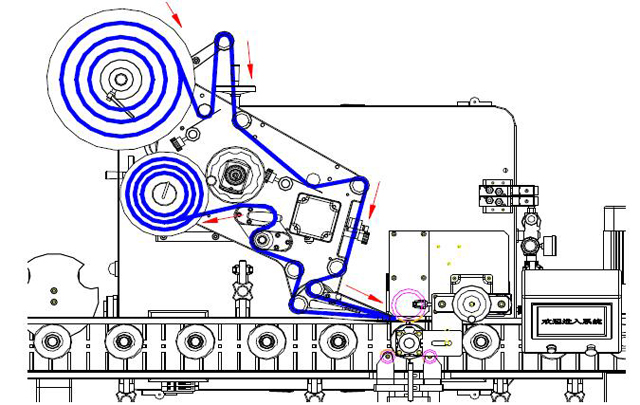
[લેબલ વાઇન્ડિંગ ચિત્ર]
- ત્રિકોણ સામગ્રીની પ્લેટ પર એડજસ્ટેબલ હેન્ડલને છૂટું કરો અને ત્રિકોણ પ્લેટને બહાર કાઢો;
- ચિત્ર પર સૂચવ્યા મુજબ, લેબલના રોલમાં મૂકો, ત્રિકોણ સામગ્રીની પ્લેટ સ્થાપિત કરો અને હેન્ડલને સજ્જડ કરો.
- ટ્રેક્શન મિકેનિઝમ પર T આકારના હેન્ડલને અડધા ચક્ર માટે ઘડિયાળની દિશામાં ફેરવો, ટ્રેક્શન અક્ષને ઢીલો કરો અને 2 સ્થાનો પર મેંગેનીઝ શિમ્સ છૂટો કરો;
- લાલ તીર દ્વારા દર્શાવેલ દિશા અનુસાર લેબલને પવન કરો (આખી લેબલ સ્ટ્રીપને ત્રાંસી વગર સમાંતર રાખવા માટે ધ્યાન આપો.). લેબલ સ્ટ્રીપ પર મેંગેનીઝ શિમને સહેજ દબાવો, અને પછી T આકારના હેન્ડલને ટ્રેક્શન મિકેનિઝમ પર અડધા ચક્ર માટે ઘડિયાળની દિશામાં ફેરવો. જો લેબલને સ્થિતિમાં દબાવવામાં આવે છે, તો લેબલ વિન્ડિંગ સમાપ્ત થાય છે.
II. યાંત્રિક કામગીરી
યાંત્રિક કામગીરી સામાન્ય રીતે જ્યારે મશીન ચાલુ હોય ત્યારે ચાલે છે. સંબંધિત હિલચાલની સહાયમાં મેન્યુઅલ સ્થિતિને સમાયોજિત કરો.
- ટ્રાન્સપોર્ટેશન મિકેનિઝમ: પ્રોડક્ટ્સ ટ્રાન્સમિટ થાય અને લેબલિંગ પોઝિશન સફળતાપૂર્વક મોકલવામાં આવે તેની ખાતરી કરવા માટે ટ્રાન્સપોર્ટેશન મિકેનિઝમ એડજસ્ટ કરો. નજીવા ગોઠવણ માટે પરિવહન મિકેનિઝમની 2 બાજુઓ પર લેબલ લગાવવા માટે ઉત્પાદનો મૂકો. ચોક્કસ ઓપરેશન પદ્ધતિઓ કૃપા કરીને 'ભાગ પાંચ એડજસ્ટમેન્ટ' માં સંબંધિત પ્રકરણોનો સંદર્ભ લો. લેબલિંગ પોઝિશન અને મટિરિયલ રિસાયક્લિંગ પોઝિશનના એડજસ્ટમેન્ટ સમાન પદ્ધતિનો ઉપયોગ કરી રહ્યા છે.
- લેબલિંગ પોઝિશન એડજસ્ટમેન્ટ: લેબલ ડિસ્પેન્સર બોર્ડ હેઠળ લેબલ લગાવવા માટે પ્રોડક્ટ્સ મૂકો, લેબલિંગ હેડને ઉપર અને નીચે અથવા આગળ અને પાછળ ગોઠવો, લેબલ સ્પ્લિટિંગ પોઝિશન લેબલ પેસ્ટિંગ પોઝિશન સાથે સંરેખિત થાય તેની ખાતરી કરવા માટે. સૂચવેલ સ્થાન પર લેબલ ચોંટાડવાની ખાતરી કરવા માટે, માર્ગદર્શક પદ્ધતિને સમાયોજિત કરો. ગોઠવણ માટે ઉપરોક્ત 2 પદ્ધતિઓનો સંપૂર્ણ ઉપયોગ કરો.
III. વિદ્યુત કામગીરી
પાવર કનેક્ટ કરો → 2 ઈમરજન્સી સ્વીચો ખોલો; સ્ટાર્ટ લેબલીંગ મશીન → માનવ-મશીન ઈન્ટરફેસ સેટઅપ → લેબલીંગ શરૂ કરો.
ભાગ સાત સાધનોની નિયમિત જાળવણી
1. સાધનોની સ્થાપના અને સંચાલન પર્યાવરણ:
રૂમનું તાપમાન, લાંબા ગાળા માટે ઊંચા તાપમાન, ભેજ અને એસિડ-બેઝ વાતાવરણમાં ઉપયોગ કરવા માટે યોગ્ય નથી જેથી ઓપરેશનના જીવનકાળ, કાર્યક્ષમતા અને ચોકસાઇને ટૂંકાવી દેવાની અસરોને ટાળી શકાય.
2. સ્વચ્છ રાખો:
ઉપયોગ કર્યા પછી સાધનોની મિકેનિઝમને સાફ કરો, દા.ત., ઘર્ષણ રોલર, ઇલેક્ટ્રિકલ બોક્સ અને વગેરે. સફાઈ અને જાળવણી માટે આલ્કોહોલ અથવા કોમર્શિયલ ન્યુટ્રલ ક્લિનિંગ લિક્વિડનો ઉપયોગ કરી શકાય છે.
3. સફાઈમાં ધ્યાન:
- સફાઈ સાધનોનો ઉપયોગ કરશો નહીં જે યાંત્રિક સપાટીને નુકસાન પહોંચાડી શકે છે.
- ઇરોઝિવ પ્લાસ્ટિક કન્ટેનરનો ઉપયોગ કરશો નહીં.
- એસિડિક વિસર્જન પ્રવાહીનો ઉપયોગ કરશો નહીં.
- સમયાંતરે તપાસ અને જાળવણી: મશીનને સારી રીતે કામ કરવા માટે સમયાંતરે મશીનને તપાસો, જેમાં નીચેનાનો સમાવેશ થાય છે પરંતુ આ સુધી મર્યાદિત નથી:
- કાગળ અને કાટમાળના કાઢી નાખેલા સ્ક્રેપ્સને સાફ કરો.
- રોલરની બાજુમાંથી તેલના અવશેષોને સાફ કરો.
- સેન્સરના લેન્સને સોફ્ટ બ્રશ અથવા કપડાથી સાફ કરો.
- સમયાંતરે ફ્યુઝ બદલો. ઓવરલોડ અટકાવવા માટે આ સાધન એસી પાવર અને ફ્યુઝનો ઉપયોગ કરે છે.
- રસ્ટપ્રૂફ: સ્ટેનલેસ સ્ટીલ અને લોખંડના ભાગો પર રસ્ટપ્રૂફ તેલનો છંટકાવ કરો અને નરમ કપડાથી સરખી રીતે ઘસો.
- રસ્ટપ્રૂફ તેલની ભલામણ કરેલ રસ્ટપ્રૂફ તેલ છે.
ભાગ આઠ સામાન્ય ખામીના સમાધાનની સમસ્યા નિવારણ ટિપ્સ:
1. બેઝ પેપર તૂટેલા:
તૂટેલું બેઝ પેપર બેઝ પેપરની ગુણવત્તા સાથે ગાઢ રીતે સંબંધિત છે, લેબલ ટ્રેક્શન અને લેબલ એડેશનમાં બેઝ પેપરને સ્ક્રેપ કરીને.
- બેઝ પેપરના નુકસાનની તપાસ કરો, જો તે કાપી નાખવામાં આવે તો, વધુ સારી ગુણવત્તાવાળા બેઝ પેપરમાં બદલો. ભલામણ કરેલ કાગળ Gelaxxindi છે, અને ડાઇ કટીંગની ઊંડાઈને નિયંત્રિત કરવા માટે લેબલ સપ્લાયરની જરૂર છે.
- ખંજવાળના પરિબળને દૂર કરવા માટે વિન્ડિંગ દરમિયાન લેબલ સ્ક્રેચિંગ તપાસો.
- જો લેબલ એડહેસિવ હોય, તો તે સરળતાથી તૂટી જાય છે. લેબલની આઉટપુટ લંબાઈને નિયંત્રિત કરો અને ખાતરી કરો કે લેબલવાળા ઉત્પાદનોમાં કોઈ સંલગ્નતા નથી.
2. ચોક્કસતાની જરૂરિયાત કરતાં વધુ લેબલિંગ વિચલન:
- લેબલ વિચલન અને લેબલ સ્ટ્રીપ ઓફ પોઝિશન, લેબલ સ્ટ્રીપની દિશા પ્રોડક્ટ ટ્રાન્સપોર્ટેશન દિશા સાથે સમાંતર નથી, ટ્રેક્શન વ્હીલ સ્લિપિંગ, પ્રોડક્ટ પોઝિશનની ખોટી તપાસ, લેબલ પેસ્ટિંગ વ્હીલ સાથે સંરેખિત પ્રોડક્ટ પર લેબલ પેસ્ટ ન કરવું, પ્રોડક્ટ ટોલરન્સ વગેરે પરિબળો જરૂરી છે. અનુક્રમે ચકાસવામાં આવશે અને ઉકેલવામાં આવશે.
- જો લેબલ સ્ટ્રીપ ઓફ પોઝિશન છે, તો ટ્રેક્શન મિકેનિઝમ છોડો અને લેબલને યોગ્ય રીતે જવા માટે આગળ પાછળ ખેંચો. લેબલ યોગ્ય રીતે ગયા પછી, મર્યાદા વર્તુળોને 2 બાજુઓ પર સજ્જડ કરો અને લેબલને માર્ગદર્શન આપો.
- જો લેબલ સ્ટ્રીપની દિશા ઉત્પાદનના પરિવહનની દિશા સાથે સમાંતર ન હોય, તો સમાંતરતાને સમજવા માટે લેબલિંગ હેડના ઝોકને સમાયોજિત કરો.
- ટ્રેક્શન વ્હીલ સ્લિપિંગ અને આઉટ આઉટ ટ્રેક્શન વ્હીલ પર ઘડિયાળના સ્ક્રૂ સાથે સંબંધિત છે. 2 સમસ્યાઓ ઘડિયાળના સ્ક્રૂને કડક કરીને બંનેને ઉકેલી શકાય છે.
- ઉત્પાદન ઉત્પાદન પ્રક્રિયામાં, ધાર સહિષ્ણુતા લેબલિંગ સહિષ્ણુતાનું કારણ બને છે. ઉત્પાદન સહનશીલતા માત્ર ઉત્પાદન ગુણવત્તા નિયંત્રણ દ્વારા ઉકેલી શકાય છે.
3. આઉટપુટ લેબલ સતત:
- ઇલેક્ટ્રિક સેન્સરની તપાસ સંવેદનશીલતા સાથે સંબંધિત લેબલોના સતત અને અપૂર્ણ આઉટપુટ અને સંવેદનશીલતાને સમાયોજિત કરીને ઉકેલી શકાય છે. વિગતવાર સૂચનાઓ ઇલેક્ટ્રિક આંખ ગોઠવણ માટે ઉપરોક્ત પ્રકરણનો સંદર્ભ આપે છે.
- જો ઈલેક્ટ્રિક આઈ એડજસ્ટમેન્ટ પછી તેને હલ કરી શકાતું નથી, તો તેનું કારણ એ હોઈ શકે છે કે લેબલ ઈલેક્ટ્રિક આઈના ડિટેક્શન સ્કોપમાં નથી અથવા તેને નુકસાન થયું છે. અમારી કંપનીની સલાહ લો.
- બીજું કારણ એ છે કે લેબલ સ્ટ્રીપ ઑફ પોઝિશન છે અને ઇલેક્ટ્રિક આંખ દ્વારા શોધી શકાતી નથી. ઇલેક્ટ્રિક આંખની શોધની સ્થિતિને આગળ અને પાછળ ગોઠવો.
4. લેબલ ડિસ્પેન્સર બોર્ડની સ્થિતિ પર બેઝ પેપર લૂઝ
- બેઝ પેપર લૂઝ ખૂબ ઓછી ટ્રેક્શન ઝડપ અથવા ટ્રેક્શન મિકેનિઝમ સ્લિપિંગ સાથે સંબંધિત છે. જો ટ્રેક્શન ઝડપ ખૂબ ઓછી હોય, તો તેને ઉકેલવા માટે ઝડપ વધારો;
- જો ટ્રેક્શન મિકેનિઝમ સરકી જાય, તો બેઝ પેપર લપસી ન જાય ત્યાં સુધી ટ્રેક્શન એક્સિસ પર લૉકિંગ સ્ક્રૂને કડક કરો.
- વધુમાં, સામગ્રીના રિસાયકલ શાફ્ટની પાછળના પરિવહન પટ્ટા પર ધ્યાન આપો કે નહીં.
સેવા પ્રતિબદ્ધતા
VKPAK ગ્રાહકની પ્રાથમિકતામાં વેચાણ પહેલા અને વેચાણ પછીની સેવા પૂરી પાડે છે.
- વ્યાવસાયિક પ્રી-સેલ્સ તકનીકી સલાહ પ્રદાન કરો અને ગ્રાહકોને યોગ્ય મોડલ પસંદ કરવા માર્ગદર્શન આપો.
- લેબલીંગ મશીનની કામગીરીની તાલીમ આપો અને ગ્રાહકોને લેબલીંગ મશીનનો યોગ્ય રીતે ઉપયોગ કરવા અને જાળવણી કરવા માર્ગદર્શન આપો.
- લેબલિંગ સમસ્યાઓની સમસ્યાને ઉકેલવા માટે ગ્રાહકોને માર્ગદર્શન આપવા માટે તકનીકી સપોર્ટ સેવાઓ પ્રદાન કરો.
- એક વર્ષની સાધનસામગ્રી જાળવણી વોરંટી જાળવણી સેવાઓ પૂરી પાડે છે.
યુ મે લાઈક
 નાના ડોઝ પરફ્યુમ ફાર્માસ્યુટિકલ લિક્વિડ કોસ્મેટિક ફિલિંગ કેપિંગ મશીન
નાના ડોઝ પરફ્યુમ ફાર્માસ્યુટિકલ લિક્વિડ કોસ્મેટિક ફિલિંગ કેપિંગ મશીન- હાઇ સ્પીડ ઓટોમેટિક બોટલ્સ સ્ક્રુ સ્પિન્ડલ ટાઇટનર કેપિંગ મશીન
- ટીન કેન કાર્ટન સીલિંગ મશીન કેસ બંધ સીલર સાધન
- સ્વચાલિત જંતુનાશક પ્રવાહી ખાતર ફિલિંગ કેપીંગ લેબલીંગ લાઇન
- લેબલીંગ મશીનની આસપાસ આપોઆપ ડબલ સાઇડેડ ફ્લેટ રાઉન્ડ બોટલ રેપ
- સંપૂર્ણ સ્વચાલિત અલ્ટ્રાસોનિક પ્લાસ્ટિક લેમિનેટેડ ટ્યુબ્સ ફિલિંગ સીલિંગ મશીન
- ઈ-સિગારેટ ઓઈલ બોટલીંગ ફિલિંગ કેપીંગ હોરીઝોન્ટલ લેબલીંગ મશીન
- પમ્પ કેપ્સ માટે હાઇ સ્પીડ રોટરી 8 હેડ કેપિંગ ઇક્વિપમેન્ટ
- લીનિયર રાઉન્ડ ગ્લાસ પ્લાસ્ટિક બોટલ કોલ્ડ પેસ્ટ વેટ ગ્લુ લેબલીંગ મશીન
- સેમી ઓટોમેટિક ટેબલટૉપ ન્યુમેટિક પ્લાસ્ટિક બોટલ્સ ચક કેપિંગ મશીન