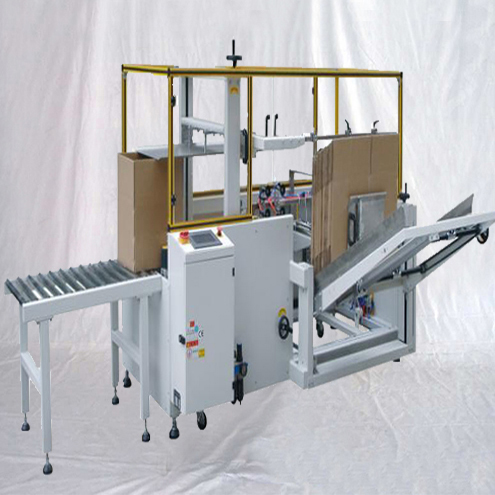
- ઓટોમેટિક કાર્ટન ઇરેક્ટર સીલર સાધનો
- વોલ્ટેજ (V/Hz): AC 220/50
- પાવર (W): 220
- ગેસનું દબાણ (Mpa): 6-7kg
- મહત્તમ કાર્ટનનું કદ (W×H) (mm): 500*400*400mm
- મિનિ. કાર્ટનનું કદ (W×H) (mm): 250*150*100mm
- ટેપીંગ સ્પીડ (m/min): 24
- એડહેસિવ ટેપ: વપરાયેલ BOPP પાણી-મુક્ત એડહેસિવ ટેપ અથવા પીવીસી એડહેસિવ ટેપ
- કોષ્ટકની ઊંચાઈ (mm): 600mm
- એડહેસિવ ટેપની પહોળાઈ (mm): 60 (જો તમે 48mm અથવા 76mm પહોળાઈમાં ટેપનો ઉપયોગ કરશો તો ઓછામાં ઓછા કાર્ટનના કદમાં થોડો ફેરફાર થશે)
- બાહ્ય પરિમાણો (L×W×H) (mm): 2000*1900*1450mm
- ચોખ્ખું વજન (કિલો): 480 કિગ્રા
મશીન સરળ માળખું અને ઉચ્ચ ગુણવત્તા સાથે સરળતાથી સંચાલિત અને જાળવવામાં આવે છે, જેના માટે તે વિવિધ ઉદ્યોગોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
સલામતી સાવચેતીઓ
1. ઓપરેટર અને જાળવણી કર્મચારીઓએ આ મશીનનું સંચાલન અને જાળવણી કરતા પહેલા ઓપરેટિંગ મેન્યુઅલ કાળજીપૂર્વક વાંચવું જોઈએ.
2. ઈજાને ટાળવા માટે ઓપરેટરે પાછળની ફોલ્ડિંગ પ્લેટથી દૂર રહેવું જોઈએ.
3. ટેપ ઇન્સ્ટોલ કરતી વખતે અને દૈનિક જાળવણી કરતી વખતે પાવર અને ગેસ બંધ હોવા જોઈએ.
4. માત્ર પ્રશિક્ષિત કર્મચારીઓ જ મશીન ચલાવી શકે છે.
પ્રદર્શન / લક્ષણો
સરળ કામગીરી, મશીનનો વ્યક્તિગત રીતે ઉપયોગ કરી શકાય છે અને પેકેજિંગ લાઇન સાથે જોડી શકાય છે.
વર્ટિકલ સ્ટોરેજ, મશીનને રોક્યા વિના કોઈપણ સમયે કાર્ટન ઉમેરી શકાય છે.
સમાન કદના કાર્ટન બનાવવા અને સીલ કરવા માટે યોગ્ય.
કાર્ટનના કદ બદલવા માટે મેન્યુઅલી એડજસ્ટ કરો (2-3 મિનિટમાં સમાપ્ત).
અદ્યતન ફોટોઇલેક્ટ્રીસિટી ઇન્ડક્શન કંટ્રોલ સિસ્ટમ.
તર્કસંગત રીતે રચાયેલ, રચના, ફોલ્ડિંગ અને સીલિંગ પ્રક્રિયા એકસાથે પૂર્ણ થાય છે.
કટર દ્વારા છરા મારવામાં આવતા હાથને રોકવા માટે કટર સુરક્ષા સિસ્ટમ.
હેવી ડ્યુટી બિલ્ટ, સ્ટીલ અને સ્ટેનલેસ સ્ટીલ બંને પ્રકારના.
પીએલસી સિસ્ટમથી સજ્જ, શ્રમની બચત અને ચલાવવા માટે સરળ.
આયાતી ભાગો અને વિદ્યુત ઘટકો સાથે, આંતરરાષ્ટ્રીય અદ્યતન ટેકનોલોજી અપનાવેલ, આ મશીન સ્થિર કામગીરી અને લાંબા સમય સુધી ઉપયોગ કરે છે.
કાર્ટન ઈરેક્ટીંગ પેકિંગ મશીન વિકલ્પો:

- સ્ટેનલેસ સ્ટીલ સંસ્કરણ;
- હોટ મેલ્ટ ગુંદર સીલિંગ પ્રકાર
- જમણો હાથ કે ડાબો હાથ;
- નિર્દિષ્ટ મશીન રંગ
- ઉલ્લેખિત વાયુયુક્ત અને વિદ્યુત તત્વો બ્રાન્ડ
- ઓપન સેફ્ટી ગાર્ડ એલાર્મ, મશીન સ્ટોપ ફંક્શન
- ઇલેક્ટ્રિકલ કેબિનેટને અલગ કરો
- 2 અને 3 ઇંચ ટેપ હેડ;
- 24V નીચા વોલ્ટેજ નિયંત્રણ
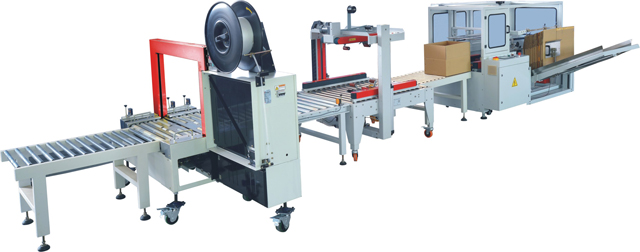
સંપૂર્ણ સ્વચાલિત કાર્ટન ઇરેક્ટર ટોપ સીલિંગ સ્ટ્રેપિંગ મશીનરી ઓટોમેટેડ લાઇન:
મૂળભૂત પરિમાણ


| વોલ્ટેજ (V/Hz) | AC 220/50 (યુએસ પાવર સપ્લાય સાથે એડજસ્ટ કરી શકાય છે) |
| પાવર (W) | 220 |
| ગેસનું દબાણ (Mpa) | 6-7 કિગ્રા |
| મહત્તમ કાર્ટનનું કદ (W×H) (mm) | 500*400*400mm |
| મિનિ. કાર્ટનનું કદ (W×H) (mm) | 250*150*100mm |
| ટેપિંગ ઝડપ (મી/મિનિટ) | 24 |
| એડહેસિવ ટેપ વપરાય છે | BOPP પાણી-મુક્ત એડહેસિવ ટેપ પીવીસી એડહેસિવ ટેપ |
| કોષ્ટકની ઊંચાઈ (mm) | 600 મીમી |
| એડહેસિવ ટેપની પહોળાઈ (mm) | 60 (જો તમે 48 મીમી અથવા 76 મીમી પહોળાઈમાં ટેપનો ઉપયોગ કરશો તો ઓછામાં ઓછા કાર્ટનના કદમાં થોડો ફેરફાર થશે) |
| બાહ્ય પરિમાણો (L×W×H) (mm) | 2000*1900*1450mm |
| ચોખ્ખું વજન (કિલો) | 480 કિગ્રા |
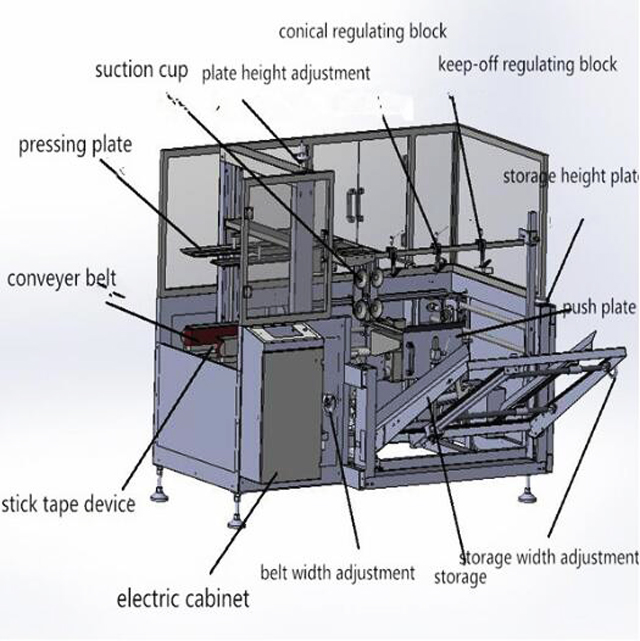
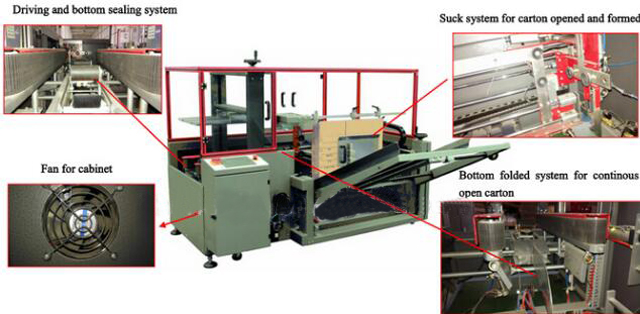
કાર્ટન ઈરેક્ટીંગ મશીનનું ચિત્ર
કાર્ટન ઇરેક્શન બોટમ સીલિંગ ઇક્વિપમેન્ટમાં ખામી અને સોલ્યુશન્સ:
| સીલરની ખામી અને ઉકેલ | |||
| નં | ખામી | સંભવિત કારણ | ઉકેલ |
| 1 | એડહેસિવ ટેપ કાપી શકાતી નથી | રીમર પેચ પૂરતો તીક્ષ્ણ નથી. રીમર ટાઇન બોન્ડ દ્વારા જામ થયેલ છે. | રીમર પેચ બદલો રીમર પેચને ધોઈ લો |
| 2 | એડહેસિવ ટેપ કાપી નાખ્યા પછી પૂંછડી છે. | રીમર પેચ પૂરતો તીક્ષ્ણ નથી. રીમર બેઠક પર સ્ટેમ છે. ખેંચવાની વસંત ખૂબ છૂટક છે. | તપાસો કે રીમર સીટીંગ પરનો અખરોટ ખૂબ ઢીલો છે કે નહીં. જો જરૂરી હોય તો અખરોટને લુબ્રિકેટ કરો. |
| 3 | એડહેસિવ ટેપ સંપૂર્ણપણે પૂંઠુંને વળગી શકતી નથી. | મુખ્ય સ્પ્રિંગ ખૂબ ઢીલું છે અને રોલરની ધરી પર ગુંદર છે. એડહેસિવ ટેપ અયોગ્યતા છે | મુખ્ય વસંતના પુલને સમાયોજિત કરો અને રોલરને સાફ કરો. એડહેસિવ ટેપ બદલો |
| 4 | પૂંઠું અધવચ્ચે જ બંધ છે. | પેસ્ટિંગ વ્હીલ પરનો અખરોટ ખૂબ ચુસ્ત છે, કાર્ટનની પરિવહન લાઇનની ઊંચાઈ ગોઠવણ યોગ્ય નથી, અને મુખ્ય સ્પ્રિંગ ખૂબ ચુસ્ત છે. | પેસ્ટિંગ વ્હીલને ઢીલું કરો, અખરોટનું નિયમન કરો, ઊંચાઈને ફરીથી ગોઠવો અને મુખ્ય સ્પ્રિંગને ઢીલું કરો. |
| 5 | એડહેસિવ ટેપ સીલિંગ દરમિયાન કાપવામાં આવે છે. | રીમર પેચ વધુ પડતી લાંબી બહાર નીકળે છે. | રીમર પેચનું સ્થાન નીચે કરો. |
| 6 | એડહેસિવ ટેપ ઘણીવાર ટ્રેકની બહાર હોય છે. | કાર્ટન પર માર્ગદર્શક રોલરનું દબાણ સમાન નથી. | માર્ગદર્શક રોલરની જગ્યા ફરીથી ગોઠવો. |
| 7 | એડહેસિવ ટેપ કેન્દ્રિય રેખા પર નથી. | એન્ટિ-રેટ્રોર્સ વ્હીલ તૂટી ગયું છે. | એન્ટી-રેટ્રોર્સ બદલો. |
| 8 | સીલિંગ દરમિયાન અસામાન્યતા છે. | એક્સલેટરી બેઠક પર ધૂળ છે. | એક્સલેટ્રી બેઠક સાફ કરો અને લુબ્રિકેટ કરો. |
| 9 | સીલિંગ પહેલાં જટ છે અને સીલ કર્યા પછી ડ્રેપ છે. | અલગ-અલગ સ્ટ્રેપની ઝડપ અલગ-અલગ હોય છે અને મશીનમાં દબાણ કરતી વખતે કાર્ટન યોગ્ય જગ્યાએ હોતું નથી. | દરેક પરિવહન લાઇનના પુલને સુસંગત રહેવા માટે એડજસ્ટ કરો જેથી કાર્ટન યોગ્ય જગ્યાએ મૂકી શકાય. |
| 10 | સીલ કર્યા પછી ડ્રેપ છે | એડહેસિવ ટેપની તાણ ખૂબ મોટી છે | |

યુ મે લાઈક
 આપોઆપ ઇલેક્ટ્રિક મેગ્નેસિસ એલ્યુમિનિયમ ફોઇલ ઇન્ડક્શન સીલર સાધન
આપોઆપ ઇલેક્ટ્રિક મેગ્નેસિસ એલ્યુમિનિયમ ફોઇલ ઇન્ડક્શન સીલર સાધન- સેમી ઓટોમેટિક કેબલ વાયર સ્ટીકર પ્રિન્ટ-એપ્લાય ફોલ્ડિંગ લેબલીંગ મશીન
- આપોઆપ ખાલી સોફ્ટ સ્ક્વિઝ ટૂથપેસ્ટ કોસ્મેટિક ટ્યુબ્સ લેબલીંગ મશીન
- સેમી ઓટોમેટિક લગ કેપ્સ ગ્લાસ જાર બોટલ્સ ચક વેક્યુમ કેપિંગ મશીન
- ઇકોનોમિક લિક્વિડ ડિટર્જન્ટ શેમ્પૂ બોટલ ફિલિંગ કેપિંગ લેબલિંગ મશીન
- ફ્લેટ સરફેસ કાર્ડ સોપ બાર અપર ડાઉન ડબલ સાઇડેડ લેબલીંગ મશીન
- સ્વચાલિત પાવડર ઔગર ફાઇન લોટ ભરવાનું સાધન
- તેલ માટે લીનિયર કાચની બોટલો ધોવાનું ફિલિંગ કેપીંગ લેબલીંગ મશીન
- ફૂડ ઇન્ડસ્ટ્રીમાં ગ્લાસ જાર માટે ઓટોમેટિક લીનિયર વેક્યુમ કેપિંગ મશીન
- ફાર્માસ્યુટિકલ સિરીંજ જેલ ફિલિંગ કેપીંગ ક્લોઝિંગ મશીન









