- લેબલની લંબાઈ લાગુ કરો: 10 mm~150 mm
- લેબલની પહોળાઈ લાગુ કરો: 10 mm~150 mm
- પેપર રોલ આંતરિક વ્યાસ લાગુ કરો: 40mm અથવા 76mm
- પેપર રોલનો બાહ્ય વ્યાસ: φ≤250 mm
- ઇન્ડોર તાપમાન: -10° c ~ 40° c
- ઇન્ડોર ભેજ: 35~85﹪
- પાવર સપ્લાય: 220V, 50HZ
- એકંદર પરિમાણ: 550*550*650 (L*W*H)
- વજન: 78 કિગ્રા
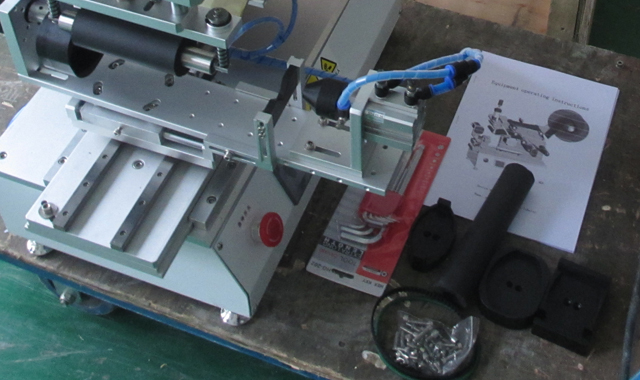
રોલિંગ લેબલિંગ મશીન પર સાધનોની સંચાલન સૂચનાઓ:

ઉપકરણ મોડેલ: VK-T805
નામ: સેમી-ઓટોમેટિક ફ્લેટ અને રાઉન્ડ બોટલ લેબલર મશીનરી
રોલિંગ લેબલિંગ મશીનને ચલાવવા માટેના સંજોગો
1. નીચેના વાતાવરણમાં આ ઉપકરણનો ઉપયોગ સખત રીતે પ્રતિબંધિત છે,
- સ્થાનિક તાપમાનમાં તીવ્ર ફેરફાર
- જ્યાં ઉચ્ચ ભેજ અને ઝાકળ
- ખૂબ જ મજબૂત સ્પંદનો અથવા આંચકા
- ધૂળમાં મૂકો
- જ્યાં પાણી, તેલ, રસાયણોનો છાંટો
- જ્યાં વિસ્ફોટક, જ્વલનશીલ ખતરનાક સામાન હોય છે
2. ખાતરી કરો કે પાવર આઉટલેટ અને પાવર સપ્લાય ઈન્ટરફેસ નજીકના સંપર્કમાં હોઈ શકે છે અથવા છૂટક સંપર્કો આગના સંકટમાં પરિણમી શકે છે.
3. પાવર કોર્ડ પર ભારે વસ્તુઓ ન મૂકશો અને ક્ષતિગ્રસ્ત પાવર કોર્ડ વિદ્યુત આંચકો અથવા આગનું જોખમ પેદા કરી શકે છે.
4. સફાઈ કરતા પહેલા અથવા એન્ટીરસ્ટ તેલમાં, ઉપકરણમાંથી પાવર કેબલને અનપ્લગ કરવાની ખાતરી કરો, અન્યથા આગ અને સાધનોને નુકસાન થવાના ભયમાં.
5. છૂટક અથવા ક્ષતિગ્રસ્ત પાવર આઉટલેટ અથવા ઇલેક્ટ્રિક આંચકો અને આગના જોખમોનો ઉપયોગ કરશો નહીં.
6. સાચા ગ્રાઉન્ડિંગનો ઉપયોગ કરો, આઉટલેટ યોગ્ય રીતે ગ્રાઉન્ડ ન હોવાને કારણે ઇલેક્ટ્રિક શોક અને સાધનોને નુકસાન થવાનું જોખમ રહે છે.
7. પાવર આઉટલેટને સ્પર્શ કરતી વખતે અથવા ઇલેક્ટ્રિક શોકનું જોખમ હોય ત્યારે હાથ ભીનો ન કરો.
8. જ્યારે મોબાઇલ ઉપકરણ, ખાતરી કરો કે પાવર સપ્લાયમાંથી પાવર કોર્ડ, અથવા તેઓ આગ અને સાધનોને નુકસાનનું જોખમ ધરાવે છે.
9. ઉપકરણોનો ઉપયોગ કરીને યોગ્ય વોલ્ટેજ/કરંટ સ્ટાન્ડર્ડ પર, યોગ્ય વોલ્ટેજ/કરંટ વગર કામ કરવાથી તમારા સાધનોને ઇલેક્ટ્રિક શોક, આગ અથવા નુકસાન થવાનું જોખમ રહે છે.
VK-T805 લેબલીંગ મશીન

લેબલીંગ મશીન પરિચય
લેબલિંગ મશીન ઓટોમેશન ઉપકરણના ટૂંકા નામને ઉત્પાદનની સપાટી પર આપમેળે લેબલ લગાડવામાં આવે છે, તે મેન્યુઅલ લેબલિંગને બદલી શકે છે, ઉત્પાદન કાર્યક્ષમતા અને ગુણવત્તામાં સુધારો કરી શકે છે. ઓટોમેશનની ડિગ્રી અનુસાર મેન્યુઅલ લેબલીંગ મશીનો, સેમી-ઓટોમેટિક લેબલીંગ મશીન અને ઓટોમેટીક લેબલીંગ મશીનોમાં વિભાજિત કરી શકાય છે; ઉત્પાદનના આકાર અનુસાર રાઉન્ડ બોટલ લેબલિંગ મશીન, આંશિક-આસપાસ લેબલિંગ મશીન અને વિશિષ્ટ આકારની બોટલ લેબલિંગ મશીનમાં વિભાજિત કરી શકાય છે; લેબલીંગ અને ઉત્પાદન પ્લેસમેન્ટ અનુસાર વર્ટિકલ અને હોરીઝોન્ટલ લેબલીંગ મશીનોમાં વિભાજિત કરી શકાય છે.
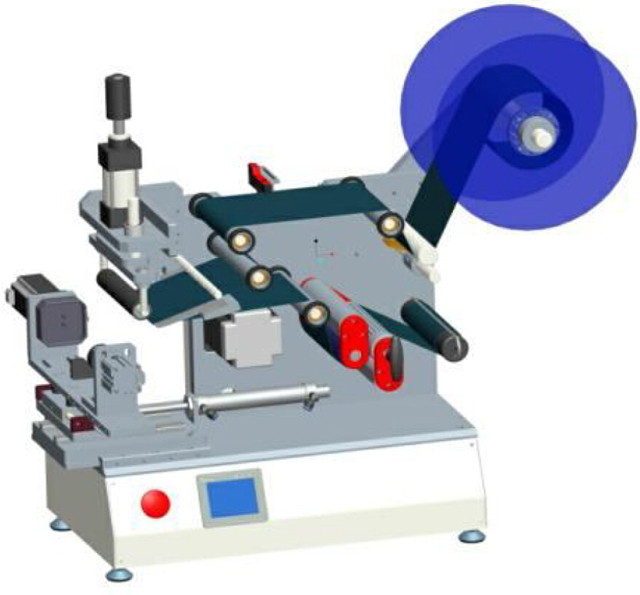
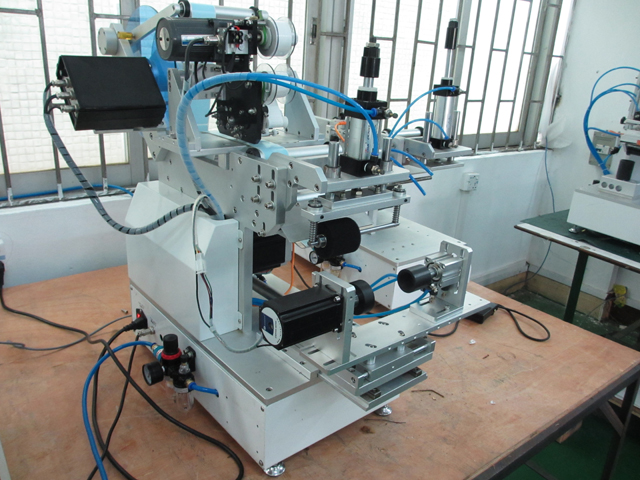
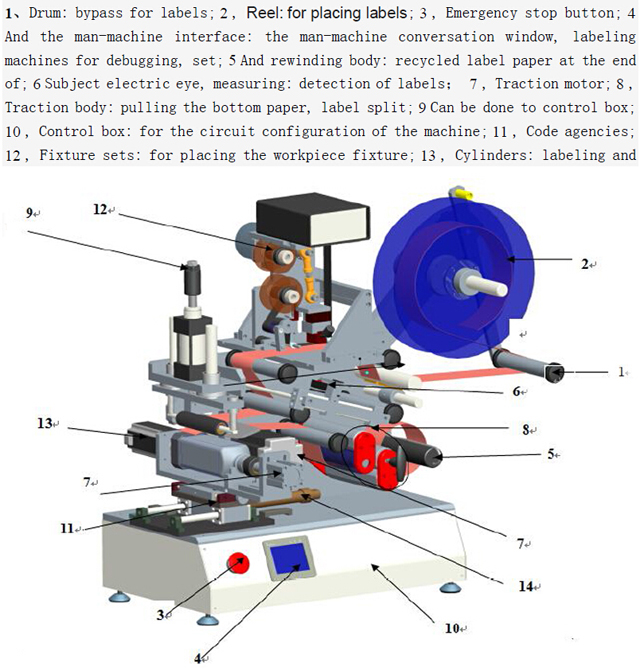
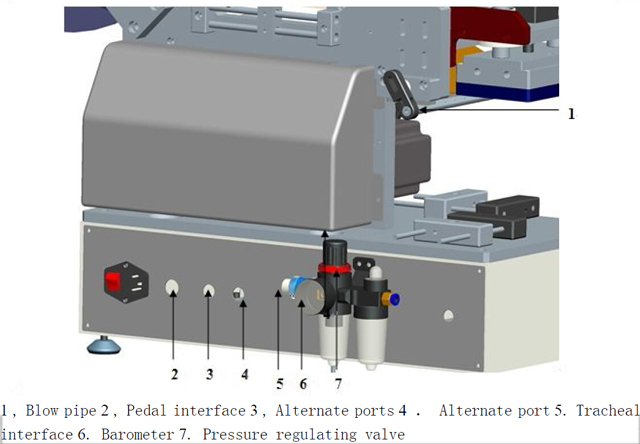
મોડલ VK-T805 પર ડ્રોઇંગ સમજૂતી:
મશીન પાછળ
તકનીકી પરિમાણો:
1. લેબલની લંબાઈ લાગુ કરો: 10 mm~150 mm
2. લેબલની પહોળાઈ લાગુ કરો: 10 mm~150 mm
3. પેપર રોલ આંતરિક વ્યાસ લાગુ કરો: 40mm અથવા 76mm
4. પેપર રોલ બાહ્ય વ્યાસ: φ≤250 mm
5. ઇન્ડોર તાપમાન: -10° c ~ 40° c
6. ઇન્ડોર ભેજ: 35~85﹪
7. પાવર સપ્લાય: 220V, 50HZ
8. એકંદર પરિમાણ: 550*550*650 (L*W*H)
9. વજન: 78 કિગ્રા
નો અવકાશ
1. ખોરાક, ફાર્માસ્યુટિકલ, સૌંદર્ય પ્રસાધનો, કોસ્મેટિક, ઇલેક્ટ્રોનિક અને અન્ય ઉદ્યોગોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
2. પ્રિન્ટ અને આંશિક ચાપ સપાટી અર્ધ-સ્વચાલિત લેબલિંગમાં અર્ધ-તૈયાર ઉત્પાદનો અથવા તૈયાર ઉત્પાદનો માટે.
3. તે સપાટ અથવા ગોળાકાર અથવા અંડાકાર અથવા બોટલના અન્ય આકારો બંનેને લેબલ કરી શકે છે, નીચેના નમૂનાના ચિત્રો જુઓ:



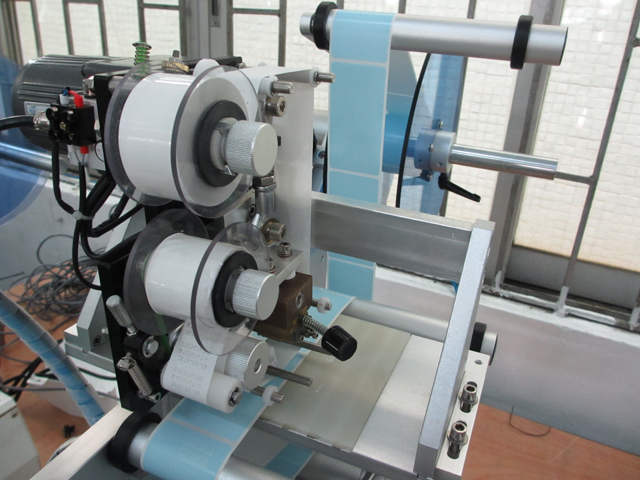
લેબલીંગ થિયરી

1. ટ્રાન્સમિશન સિસ્ટમ: ટાઈમિંગ બેલ્ટ ડ્રાઈવ સિસ્ટમ અને પ્રાપ્ત સંસ્થાઓ દ્વારા ચાલતી મોટર, લેબલના વિભાજનને પ્રોત્સાહન આપે છે, આમ લેબલના અંતે કાગળને સ્ટ્રીપિંગ અને રિસાયક્લિંગ પ્રાપ્ત કરે છે.
2. કંટ્રોલ સિસ્ટમ: આ મશીન ઈલેક્ટ્રિક અને ગેસ કોમ્બિનેશન કંટ્રોલ, ઈલેક્ટ્રિક આઈ (સેન્સર) અને ફૂટ સ્વીચનો ઉપયોગ કરે છે, પ્રોસેસિંગ માટે સેટ પ્રોગ્રામ અનુસાર સેન્ટ્રલ પ્રોસેસરમાં PLCને પ્રાપ્ત સિગ્નલ પસાર કરે છે, ત્યાંથી સ્ટ્રિપિંગ, સકિંગ, લેબલ સંપાદન અને ગણતરી પ્રાપ્ત થાય છે. કાર્ય
ઓપરેશનલ પ્રક્રિયાઓ
એડજસ્ટેબલ ઇલેક્ટ્રિક આઈલેબલ એડજસ્ટમેન્ટ લેબલ સાથે સુધારેલ ઇન્સ્ટોલ લેબલ પર પાવર
પાવર ચાલુ / શટડાઉન
પાવર ચાલુ:
1. મશીનની આસપાસ અને સાફ, છૂટક ઘટના માટે તપાસો.
2. પાવર સપ્લાય સોકેટની પાછળ પાવર કોર્ડને લેબલિંગ અને કનેક્ટ કરો, અને પાવર સોકેટની બાજુમાં સ્વીચ ખુલ્લું છે.
3. પાવર કોર્ડના બીજા છેડાને AC આઉટલેટ સાથે જોડો, વોલ્ટેજ 220V, 50Hz છે.
4. ઇમરજન્સી સ્ટોપ સ્વીચ મુખ્ય પેનલ ખોલવા માટે
5. છિદ્રમાં ઉચ્ચ દબાણવાળા ગેસનો પ્રવેશ (અને ખાતરી કરો કે ખુલ્લી સ્વીચ છે)
શટડાઉન:
1. સામાન્ય ઉપયોગના કિસ્સામાં, તમે AC આઉટલેટમાંથી પાવર કોર્ડને પ્લગ કરી શકો છો અથવા ઇમરજન્સી સ્ટોપ સ્વીચને સીધું દબાવી શકો છો.
ધ્યાન !!!
2. જ્યારે ભીના સંપર્કમાં આવે ત્યારે પાવર કોર્ડ અથવા પાવર સપ્લાયને હાથમાં પ્લગ કરશો નહીં, તેનાથી ઇલેક્ટ્રિક આંચકો લાગશે.
3. પાવર કોર્ડ પર ભારે વસ્તુઓ ન મૂકો.
ગોઠવણો તપાસો
1. "1" આસપાસના લેબલ, વોલ્યુમની તે બાજુના લેબલના આધારે, સપાટીઓની અંદરના વોલ્યુમમાં ડાયાગ્રામ બાયપાસ પદ્ધતિને અનુસરો.
2. "2" ક્લેમ્પિંગ બોડી, ગોળાકાર બોય પ્રથમ રિલીઝ, ફરી એકવાર દબાવ્યા પછી.
3. નરી આંખે અવલોકન સાથે, પીલ બોર્ડ પર "5" પછીના લેબલ પરનું અવલોકન, અગાઉની આકૃતિમાં બતાવેલ સક્શન હેડના અસરકારક અપૂર્ણાંકની સ્થિતિમાં ટૅગને વિભાજિત કરવામાં આવે છે, જો તે સાચું ન હોય તો, લેબલ રફ એડજસ્ટમેન્ટ હોવું જરૂરી છે.
4. ઇલેક્ટ્રિક આંખને શોધવા માટે ટેગ્સ વચ્ચેની "3" અને "4" સેવામાં, લેબલ સાથે લાંબા સમય સુધી પરીક્ષણ કરવું આવશ્યક છે જ્યારે ઇલેક્ટ્રિક આંખનું પરીક્ષણ કરવા માટે મેજિક આઇ સ્લોટ હોલ લેબલ અને લેબલ વચ્ચેના ફેરફારોને શોધી શકે છે, ઇલેક્ટ્રિક આંખ વધુ સેટ માટે "ઇલેક્ટ્રિક આઇ સેટિંગ્સ" વિભાગ જુઓ.
5. "6" ટ્રેક્શન બોડીના અંત પછી, આપણે કાયદાની આસપાસના "S" આકાર અને "T" હેન્ડલને સ્ટેટસ સાથે ચુસ્તપણે ચિહ્નિત કરવા માટે સખત રીતે અનુસરવું જોઈએ, અન્યથા તે બિડને મંજૂરી નહીં આપે અથવા ખેંચવામાં અસમર્થ હોય. પટ્ટાનો અંત.
6. વિન્ડિંગ બોડી માટે "7", પ્રવૃત્તિઓ માટે અક્ષ અને રાઉન્ડ બ્લેક સ્ટીલ ક્લિપ્સ, પેપર ક્લિપ ક્લેમ્પનો અંત.
સુધારેલ
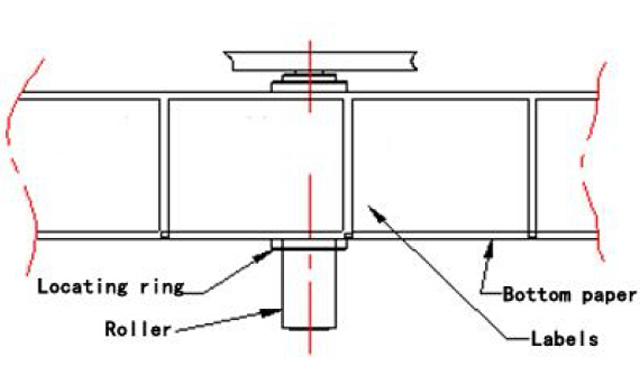
1. ઉપરોક્ત પૂર્ણ થયા પછી, "મેન્યુઅલી" સ્થિતિ માટે પેનલ "ઓટોમેટિક / મેન્યુઅલ" બટન પર, કૃપા કરીને ખાતરી કરો કે પાવર કનેક્ટ થયેલ છે અને ચાલુ છે, અને પછી "જોગ" સ્વીચ દબાવો, નીચેનો કાગળ લગભગ 0.5 ખેંચીને ટ્રેક્શન કરો. મીટર, નીચેનો કાગળ મફત અને સાચો આપવા માટે રચાયેલ છે.
2. જ્યારે નીચેનો કાગળ આપમેળે સુધારાઈ જશે, ત્યારે આપણે બધા મર્યાદા વર્તુળ પર રોલર્સને સમાયોજિત કરીશું, અગાઉના રેખાકૃતિમાં દર્શાવેલ સંદર્ભ, કાગળની બંને બાજુએ મર્યાદા વર્તુળને ખસેડીશું.
ઇલેક્ટ્રિક આંખ ખસેડો
1. સપાટી પર "ઓટોમેટીકલી / મેન્યુઅલી" બટનને "મેન્યુઅલ" કરવા માટે, પછી "જોગ" સ્વીચ દબાવો, આ વખતે પીલ બોર્ડના નરી આંખે અવલોકન કરો, જેથી સ્ટ્રીપ પેનલ્સમાંથી 0~1 મીમીના લેબલો નીકળી શકે.
2. પછી લેબલ પરીક્ષણ ઇલેક્ટ્રિક આંખને ખસેડો, તે ટૅગ્સ અને લેબલો વચ્ચે કાગળના અંતમાં મૂકો, ઇલેક્ટ્રિક આંખની લાઇટના પરીક્ષણ પર ધ્યાન આપો, જ્યારે ડિટેક્શન ઇલેક્ટ્રિક આંખો લેબલમાંથી અથવા કાગળના લેબલના છેડેથી ખસે છે, ત્યારે લાઇટ્સ વચ્ચે ટૉગલ થશે. ચાલુ છે અને ચાલુ નથી.
ઉપરોક્ત રેખાકૃતિમાંના પરિમાણો, ખાતરી કરો કે સક્શન હેડ સ્ટ્રીપ પેનલ્સથી 0.5~ 1 મીમીનું અંતર છે, તમે તેને સમાયોજિત કરવા માટે સ્ક્રૂને છૂટા કરી શકો છો.
જેથી તમે લેબલ પોઝિશનના સક્શન હેડમાં સરળ સંક્રમણની ખાતરી કરી શકો. (સામાન્ય રીતે, આ સ્થિતિ સારી રીતે સમાયોજિત થઈ છે)
ધ્યાન !!!
1. પ્રેસિંગ બેલ્ટ અને લોકીંગ ડિવાઇસ રીસેટની પુષ્ટિ કરો, અન્યથા તે બિડ તરફ દોરી જશે જે ચોક્કસ નથી.
2. ચકાસે છે કે શું તેની સાથે ઇલેક્ટ્રિક આંખનું પરીક્ષણ કરે છે, અન્યથા તે સતત લેબલનું કારણ બનશે.
3. ક્લેમ્પિંગ માટે ડ્રાઇવ સિસ્ટમનું નિરીક્ષણ કરો, અન્યથા તેના પરિણામે નીચેનો કાગળ ખેંચાશે નહીં.
જાદુઈ આંખ સેટ
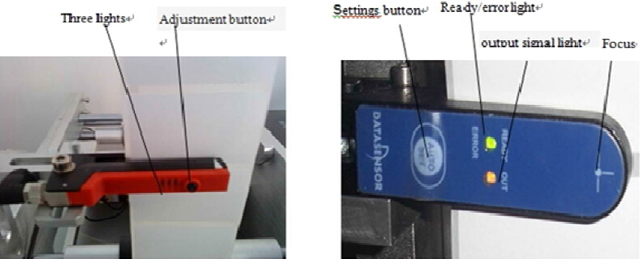
ઇલેક્ટ્રિક આંખને ચિહ્નિત કરો (અહીં માત્ર ચિત્રના હેતુ માટે છે, અને તેનો અર્થ એ નથી કે ગ્રાહકોએ મોડલ ગોઠવણી ખરીદી છે)
જર્મની માટે ડાબે ડૉ. સરળ લોગિંગ GS-63 ઇલેક્ટ્રિક આંખ, જમણી ઇટાલી પેડિકલ SR21-IR ઇલેક્ટ્રિક આંખ માટે. તેઓ સામાન્ય રીતે લેબલ્સ શોધવા માટે ઉપયોગ કરે છે. અહીં તેમની ગોઠવણ પદ્ધતિઓ છે
1, ડૉ સરળ લોગિંગ GS-63 ઇલેક્ટ્રિક આઇ એડજસ્ટમેન્ટ્સ:
તર્ક: જાડાઈના આધારે લેબલ વચ્ચેના અંતરને ઓળખવા. (વાયા પ્રકાશ ઘૂસી જાય છે જ્યાં કોઈ લેબલ નથી અને કોઈ ઘૂંસપેંઠ ત્યાં ઓળખવા માટેના લેબલ્સ છે) પેપર લેબલ અથવા અન્ય લેબલની ચોક્કસ જાડાઈને લાગુ પડે છે
નોબ સૂચનાઓ: ગ્રીન લાઇટ્સ: પાવર લાઇટ
પીળો પ્રકાશ: સ્ટેટસ લાઇટને ઓળખવા માટે (પીળી લાઇટ પ્રગટાવવામાં આવે છે, સિગ્નલ આઉટપુટ છે)
એડજસ્ટ બટન: વિવિધ સેટિંગ્સ સાથે લેબલ શોધવા માટે એડજસ્ટ કરેલ છે
નીચેના ડાયાગ્રામ જેવા મેજિક આઈ દ્વારા સૌ પ્રથમ લેબલો: જો તમે લેબલો ખેંચો છો, તો લેબલ અને લેબલ વચ્ચેના ગેપમાં પીળી લાઇટ પ્રગટાવવામાં આવે છે, ત્યાં લેબલ બંધ છે, તમે રીસેટ કરી શકતા નથી, તમે સીધો ઉપયોગ કરી શકો છો. જ્યારે પીળો પ્રકાશ નક્કર હોય છે અથવા ઘણીવાર કેસ દ્વારા જન્મે છે, ત્યારે તમારે ઇલેક્ટ્રિક આંખને ફરીથી સેટ કરવાની જરૂર છે. નીચે પ્રમાણે સેટ કરો: પ્રથમ, થયુ-આકારની ચાટની જાદુઈ આંખ દ્વારા દર્શાવવામાં આવેલા લેબલ્સ, સ્લોટની અંદર ઈલેક્ટ્રિક આઈ લગાવેલા લેબલ્સ છે, એડજસ્ટ બટનને 3 સેકન્ડ માટે દબાવો અને પકડી રાખો, તમે ઈલેક્ટ્રિક આંખની પીળી લાઈટોને ચમકતી જોઈ શકો છો, પછી છોડો. બટન, જ્યાં મેજિક આઈ સ્લોટમાં કોઈ લેબલ નથી (માત્ર કાગળના છેડા પર લેબલ) મૂકવામાં આવે છે, એડજસ્ટ બટનને 8 સેકન્ડ માટે દબાવો અને પકડી રાખો, અને પછી આ બિંદુએ બટન છોડો, સેટઅપ પૂર્ણ થઈ ગયું છે. લેબલ ઇલેક્ટ્રિક આંખો ટાંકીમાં ખેંચે છે, તમે જોઈ શકો છો કે ત્યાં લેબલ પીળી લાઇટ બંધ છે, લેબલ સાથે લેબલમાં ગેપ ઑફિસ છે, પીળી લાઇટ પ્રગટાવવામાં આવે છે.
ઇટાલી પેડીકલ SR21-IR ઇલેક્ટ્રિક આંખ ગોઠવણો:
ગ્રુવ ઇલેક્ટ્રીક આંખથી સંબંધિત, પ્રકાશના જથ્થા દ્વારા ભેદભાવની મજબૂતાઈમાં કોઈ લેબલ નથી, અલગ લેબલના અંતે કાગળની સામગ્રી અને લેબલ સામગ્રી લાગુ કરો.
તપાસ સિદ્ધાંત, ગ્રુવ ઇલેક્ટ્રિક આઇ સાઇડ ફાયર્ડ લાઇટ બીમ, બીજી બાજુ પ્રાપ્ત કરવા માટે, જ્યારે મધ્યવર્તી લેબલ્સ, થ્રેશોલ્ડ સેટ કરીને, પ્રકાશ પરિવર્તનની માત્રા મેળવે છે, ઓળખવા માટે કોઈ લેબલ નથી.
સેટિંગ પદ્ધતિ
1) જ્યારે "તૈયાર" હોય ત્યારે લાઇટ, મધ્યમાં ઇલેક્ટ્રીક આઇ ફોકસ લેબલ, ટેગ્સને આગળ પાછળ ખેંચો, જેમ કે આઉટપુટ સિગ્નલમાં ફેરફાર, ઇલેક્ટ્રિક આંખ કામ કરવાની સ્થિતિમાં છે, તેનો સીધો ઉપયોગ કરી શકાય છે.
2) ઓટો સેટઅપ બટન, લીલી અને પીળી લાઇટ્સ, ઇલેક્ટ્રીક આઇ કેચિંગ મીડીયમ સિગ્નલ, આ સમયે દૂર ન કરી શકાય તેવા લેબલ્સ, જ્યાં સુધી લીલી લાઇટ ઝડપથી ઝળકે નહીં ત્યાં સુધી ટૂંકો દબાવો.
3) જ્યારે મીડિયા મેજિક આઇ ફોકસ સ્થાન પર સેકન્ડમાં આવે ત્યારે લીલી લાઇટ ઝબકી રહી છે.
4) "ઑટો સેટ" ટૂંકી દબાવો. ગ્રીન લાઇટ બંધ છે. ઇલેક્ટ્રીક આંખ બીજા પ્રકારના મીડિયા સિગ્નલોને પકડે છે, જ્યાં સુધી ગ્રીન લાઇટ ચાલુ રહે ત્યાં સુધી આ સમયે બિન-દૂર કરી શકાય તેવા લેબલ.
5) લેબલ્સ ખસેડો, બે સ્થાનિક મીડિયા વિઘટનમાં, આઉટપુટ સિગ્નલ પ્રકાશિત થાય છે, જાદુઈ આંખ સેટ થાય છે.
6) "તૈયાર" નક્કર, જાદુઈ આંખનો ઉપયોગ કરવા માટે તમે બે મીડિયાને બદલી શકો છો.
લેબલની સ્થિતિને સમાયોજિત કરો
1. આકૃતિ "C" માં પ્રથમ કન્ટેનર, અને પછી વળગી રહેવાનો પ્રયાસ કરો, સ્થાનોને અવલોકન કરો અને ગોઠવણ "A" અને "B" ઓફિસ બ્લોકની પ્રવૃત્તિઓ પાસ કરો, યોગ્ય સ્થાન પર ટ્યુન કરો.
2. યોગ્ય સમાયોજિત કર્યા પછી, પ્રવૃત્તિ સીટ સ્ક્રૂને ઠીક કરવાની જરૂર છે, જેથી છૂટક ન થાય.
3. ડી બિલ્ટ-ઇન ટેસ્ટ ઇલેક્ટ્રીક આંખ, મફતમાં ઉત્પાદનોનું પરીક્ષણ કરવા માટે વપરાય છે. લેબલિંગ મશીનને સમાયોજિત કરવા માટે માપેલ ઑબ્જેક્ટના પેડલ / સ્ટાર્ટઅપ સ્ટેટસ પરના બૉક્સ દ્વારા.
મેન્યુઅલ ઓપરેશન
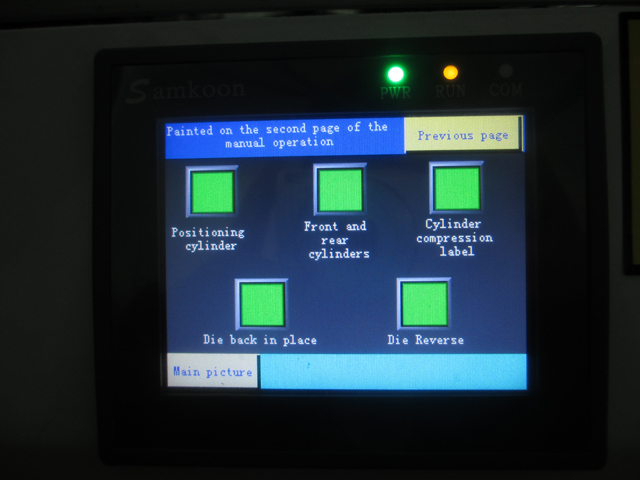
1. સૌ પ્રથમ, તમે મેન્યુઅલમાં "મેન્યુઅલ / સ્વચાલિત સ્વિચ" કરવા માંગો છો, અને પછી ઉપયોગ કરવા માટે "સ્વીચ" સાથે જોડાય છે.
2. યોગ્ય લેબલ્સ માટે, ડીબગીંગ કરતી વખતે ઉપયોગ માટે વપરાયેલ મેન્યુઅલ ઓપરેશન
સ્વયંસંચાલિત ક્રિયાઓ
1. સૌ પ્રથમ, તમે "મેન્યુઅલ / સ્વચાલિત સ્વિચ" સ્વતઃ સ્થિતિમાં છે, અને પછી "પગ સ્વીચો" સાથે જોડવા માંગો છો.
2. ચિહ્નિત અને લેબલ સહિત ડીબગીંગ કરતી વખતે ઉપયોગમાં લેવાતી સ્વચાલિત ક્રિયાઓ.
ઇલેક્ટ્રિક આંખ ગોઠવણો માપવા:
1. FX-301 સિરીઝ ઇલેક્ટ્રિક આંખ યોગ્ય રીતે જોડાયેલ છે:
મેજિક આઈ એ ખાતરી કરવી જોઈએ કે માપનનું યોગ્ય સ્થાપન વાપરી શકાય છે, કનેક્શન પદ્ધતિ નીચેની આકૃતિમાં બતાવ્યા પ્રમાણે કનેક્ટ કરવા માટે, "ઇન" સતત કાળી લાઇન "આઉટ" પણ સિલ્વર લાઇન.
2. ઇલેક્ટ્રીક આઇ ડિટેક્શન સિદ્ધાંત:
વિદ્યુત આંખો વસ્તુઓને પારખવા માટેના પ્રકાશના પ્રતિબિંબની માત્રા અનુસાર. ઇલેક્ટ્રીક આંખ ઇશ્યૂ લાઇટ ઑબ્જેક્ટ્સ, ઑબ્જેક્ટ ચોક્કસ માત્રામાં પ્રકાશની પાછળની આંખોને પ્રતિબિંબિત કરશે, જ્યારે ઑબ્જેક્ટ પ્રકાશના જથ્થાને પ્રતિબિંબિત કરે છે જે સેટ મૂલ્ય સુધી પહોંચે છે, ઇલેક્ટ્રિક આઇ સિગ્નલ બદલાય છે, તે નિયંત્રણ સિસ્ટમને સંકેત આપે છે.
3. સ્વિચ સ્થિતિ:
"મોડ/રદ કરો" બટન, "રન", "ટીચ", "એડીજે", "એલ/ડી", "ટાઈમર", "પ્રો" માં લીલી લાઇટ, વિવિધ દસ્તાવેજો વચ્ચે સ્વિચ, વિવિધ કાર્યકારી સ્થિતિ દર્શાવે છે.
- "રન" રાજ્ય રનનું પ્રતિનિધિત્વ કરે છે;
- "શિક્ષણ" શિક્ષણ સ્થિતિ;
- સ્થિતિને સમાયોજિત કરવા માટે "ADJ";
- લિફ્ટિંગ સિગ્નલ સ્ટેટસ માટે "L/D";
- પુષ્ટિ કરવા માટે "પુશ" બટન નીચે, ફાઇન ટ્યુન ફંક્શન પર ડાબે-જમણે ટૉગલ કરો.
4. જાદુઈ આંખનો સમૂહ:
4.1 વર્કસ્ટેશન પર કોઈ ઉત્પાદન ન હોવાના આધારે, પારદર્શક કવર સાથે ઈલેક્ટ્રિક આઈ એમ્પ્લીફાયર ખોલો, "મોડ/કેન્સલ" કી દબાવો, "ટીચ" દસ્તાવેજમાં સ્થાનાંતરિત કરો, ડિજિટલ બૉક્સ મૂલ્ય દર્શાવે છે, આ મૂલ્ય ખાલી સિગ્નલ, સંખ્યાત્મક સ્થિરતા હશે. , પુષ્ટિ કરવા માટે "PUSH" અનુસાર.
4.2 પછી ઉત્પાદનને લેબલિંગ સ્ટેશન પર મૂકો, ઉત્પાદન પરના લેબલની સ્થિતિ સુધી પહોંચવા માટે પોઝિશન બાર સ્થાનને સમાયોજિત કરીને, સ્થાનોનું નિરીક્ષણ કરીને, ડાબી સ્થિતિને બંધ કરો.
4.3 જ્યારે સમાયોજિત થાય ત્યારે લેબલની સ્થિતિ. ડિજિટલ બૉક્સ જોઈ શકે છે જે આંકડાકીય મૂલ્ય પ્રદર્શિત કરે છે, આ મૂલ્ય ત્યારે છે જ્યારે કોઈ ઉત્પાદન સંકેતો શોધાય છે, જેમ કે "1900", સ્થિર થાય છે, પુષ્ટિ કરવા માટે "પુશ" ક્લિક કરો. જ્યારે પૂર્ણ થાય, ત્યારે ડિજિટલ ડિસ્પ્લે બોક્સ સારી ટીપ્સ બતાવે છે. (તમે "રન" પર પાછા આવવા માટે "મોડ/કેન્સલ" દબાવી શકો છો તે ચાલી શકે છે)
4.4 "ADJ" દસ્તાવેજમાં સ્થાનાંતરિત, સંખ્યાત્મક ડિસ્પ્લે બોક્સ = ખાલી સિગ્નલ (હૃદયના ધબકારા - ખાલી સંકેત)/2 દર્શાવે છે, થ્રેશોલ્ડ માટે સિસ્ટમ ડિફોલ્ટ મૂલ્યો, સિગ્નલ મૂલ્ય નિર્ણાયક મૂલ્ય કરતાં વધુ છે, તે ઑબ્જેક્ટ માટે ડિફોલ્ટ છે, નિર્ણાયક મૂલ્ય કરતાં ઓછું, ડિફૉલ્ટ કોઈ ઑબ્જેક્ટ નથી. PLC ને પ્રતિસાદ સંકેત, યોગ્ય નિર્દેશો જારી કરો. થ્રેશોલ્ડને ડાબે-જમણા ટૉગલ દ્વારા ડાબી અને જમણી કીને "પુશ કરો" દ્વારા એડજસ્ટ કરી શકાય છે, મૂલ્યમાં વધારો અથવા ઘટાડો, થ્રેશોલ્ડ બદલો. (સામાન્ય રીતે એડજસ્ટ કરવાની જરૂર નથી) પછી પુષ્ટિ કરવા માટે "પુશ" દબાવો.
4.5 ચાલતી સ્થિતિને "રન" કરવા માટે "મોડ/કેન્સલ" કી પાછી. (રનિંગ સ્ટેટસ "રન" પર કોઈપણ વળતર માટે સેટઅપ પૂર્ણ થયા પછી)
4.6 પારદર્શક કવર બંધ કરો, અંત સેટ કરો.
4.7 જ્યારે ઉત્પાદન મૂકવામાં આવે છે જ્યારે લેબલિંગ સ્ટેશન, માપન સિગ્નલ પર ઇલેક્ટ્રિક આંખ શોધી કાઢવામાં આવે છે, PLC ને પ્રતિસાદ, PLC એક નિર્દેશ જારી કરે છે, લેબલિંગ મશીન તેના કામ-સંબંધિત ભાગો શરૂ કરે છે.
ઇલેક્ટ્રોનિક નિયંત્રણ ઘટકો
નિયંત્રણ સિસ્ટમ
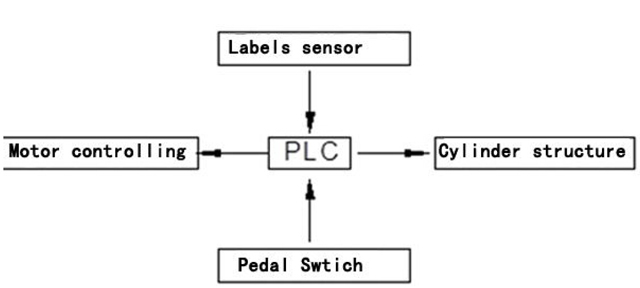
સિદ્ધાંત: લેબલીંગ મશીન પીએલસી પર આધારિત છે, જે સિગ્નલ મેળવે છે અને સિસ્ટમને નિયંત્રિત કરે છે. ઉપરની આકૃતિમાં બતાવ્યા પ્રમાણે, જ્યારે "ફૂટ સ્વિચ" ચાલુ થાય છે, ત્યારે પગની સ્વીચ PLC ને મોકલવા માટે સિગ્નલ શરૂ કરશે, અને PLC સેટ પ્રોગ્રામ અનુસાર તેની પ્રક્રિયા કરશે, અને પછી "મોટર કંટ્રોલ સિસ્ટમ" શરૂ કરશે. લેબલ ઉતારવા અને ફીડ કરવાની પ્રક્રિયાને સમજો. તે જ સમયે, "લેબલ પોઝિશન સેન્સર" (જેને લેબલ માપવાનું ઇલેક્ટ્રિક આંખ પણ કહેવાય છે) હંમેશા લેબલ મુસાફરી કરે છે તે અંતર પર ધ્યાન આપશે. જ્યારે તે લેબલને અપડેટ કરવા માટે અંતરમાં પ્રવેશે છે, ત્યારે "લેબલ પોઝિશન સેન્સર" તરત જ PLC ને સિગ્નલ મોકલશે. એ જ રીતે, PLC સેટ પ્રોગ્રામ અનુસાર તેની પ્રક્રિયા કરશે, અને "મોટર કંટ્રોલ સિસ્ટમ" સ્ટોપ સિગ્નલ મોકલશે અને લેબલને સ્ટ્રિપિંગ અને પેસ્ટ કરવાનું પૂર્ણ કરવા માટે લેબલ સક્શન મશીન અને લેબલિંગ સિસ્ટમ શરૂ કરશે.
સામાન્ય ભૂલો અને બાકાત
લેબલિંગ સ્થિતિ અસ્થિર છે
1. પ્રેશર સાધનો ચુસ્ત રીતે ન પણ હોઈ શકે, પરિણામે છૂટક, ઇલેક્ટ્રિક આંખની તપાસ અચોક્કસ સાથે ચિહ્નિત થઈ શકે છે.
2. ટ્રેક્શન બોડી સ્લિપિંગ અથવા તે ચુસ્તપણે નથી, પરિણામે નીચેનો કાગળ સરળ થઈ જાય છે.
3. વળગી રહેવા માટે આકાર અથવા સ્થિતિ.
દૂર લઈ જાઓ
1. પ્રેશર બેલ્ટ ઉપકરણો ખૂબ ચુસ્ત છે, જેના કારણે દૂર ચિહ્નિત થયેલ છે, દબાણમાં ઘટાડો થાય છે.
2. સ્વચાલિત કામગીરીમાં વિચલન સુધાર્યા વિના ચિહ્નિત થયેલ છે અને બેક ટુ સુધારે છે.
લેબલિંગ ગુણવત્તા સારી નથી, ત્યાં પરપોટા અથવા ક્રિઝિંગ છે
- લેબલ ખૂબ પાતળું હોઈ શકે છે, સક સ્ટિકિંગ કાયદો નરમ, પાતળા પારદર્શક લેબલ્સ પર લાગુ થતો નથી
સાધનસામગ્રીની કોઈ પ્રતિક્રિયા નથી
1. ખાતરી કરો કે પાવર લાઇન, કોઈ સમસ્યા નથી.
2. ફ્યુઝની બાજુમાં પુષ્ટિ થયેલ ટ્રાન્સમિશન આઉટલેટ અકબંધ છે, જેમ કે બળી ગયેલું, બદલો
3. બોક્સની આંતરિક વાયરિંગ, રિપેર વ્યાવસાયિકો છૂટી શકે છે
નિયમિત અસ્થિભંગના અંતે લેબલ કાગળ
1. પ્રેશર બેલ્ટ ઉપકરણો ખૂબ ચુસ્ત છે, જેના કારણે દૂર ચિહ્નિત થયેલ છે, દબાણમાં ઘટાડો થાય છે.
2. નબળી ગુણવત્તાવાળા કાગળના અંતને અથવા દાંતમાં ઊંડા લેબલ કરી શકે છે
સક્શન હેડ નિષ્ફળતા અથવા ખામીયુક્ત, લેબલની બહારની વર્તણૂક થાય છે
- શું સક્શન હેડ હોલ પ્લગ છે, જે અપર્યાપ્ત સક્શનનું કારણ બને છે (ઉપર 0.7Mpa માં દબાણની ગેરંટી)
2. બ્લો પાઇપ ફૂંકવાની દિશા ખોટી છે, દિશાને ખસેડીને અને ફેરવીને એડજસ્ટ કરી શકાય છે
3. જ્યાં કોઈ લેબલ કવર ન હોય ત્યાં પારદર્શક એડહેસિવ સીલ સાથે, સક્શનની ખોટ ઓછી કરો
સતત લેબલ્સ
ઈલેક્ટ્રિક આંખ સારી રીતે સેટ નથી, ઈલેક્ટ્રિક આંખને રીસેટ કરી રહી છે
છૂટકના અંતે રિસાયકલ કરેલ સામગ્રીનો સંગ્રહ
ડ્રાઇવ બેલ્ટ પાછળ મોટાભાગે વૃદ્ધ થાય છે, નવો બેલ્ટ બદલો.
લેબલ બનાવવું
1. લેબલ બનાવતી વખતે, બોયની આસપાસની દિશા નોંધો.
2. સુનિશ્ચિત કરો કે વિદેશી સામગ્રીના છિદ્રની જાદુઈ આંખની તપાસ, રાત્રે કાગળની પંચીંગ છોડી શકાતી નથી, અન્યથા અજાણી ઇલેક્ટ્રિક આંખ, ડુપ્લિકેટ લેબલ્સનું કારણ બને છે.
3. ખાતરી કરો કે લેબલ અને નીચેનો કાગળ સ્મૂધ સ્પ્લિટ ખુલે છે.
નિયમિત જાળવણી
1. સામાન્ય ઉપયોગ હેઠળ, સાધનસામગ્રીની નિયમિત તપાસ થઈ શકે છે.
2. નિયમિત ધોરણે ધૂળ નિયંત્રણ અને એન્ટી-રસ્ટ ટ્રીટમેન્ટ માટેના સાધનો.
3. લાંબા સમય સુધી ઉપયોગ કરશો નહીં, તમને જોઈતી પાવર ડિસ્કનેક્ટ કરો અને જાળવણી કાર્ય કરો.
પરિશિષ્ટ
આ લેબલીંગ સ્ટાન્ડર્ડ એસેસરીઝ: ઓપરેટિંગ સૂચનાઓ, હેક્સ રેન્ચ, ઇલેક્ટ્રિક આઈ એડજસ્ટમેન્ટ સ્ક્રુ ડ્રાઈવર.
બોટલના વિવિધ આકારો માટે લેબલીંગ નમૂનાઓ:





યુ મે લાઈક
 લીનિયર રાઉન્ડ ગ્લાસ પ્લાસ્ટિક બોટલ કોલ્ડ પેસ્ટ વેટ ગ્લુ લેબલીંગ મશીન
લીનિયર રાઉન્ડ ગ્લાસ પ્લાસ્ટિક બોટલ કોલ્ડ પેસ્ટ વેટ ગ્લુ લેબલીંગ મશીન- સેમી ઓટોમેટિક ન્યુમેટિક સ્ટેન્ડ અપ બેગ જ્યુસ ક્રીમ ફિલિંગ મશીન
- ઓટોમેટિક રોટરી ફાર્મા મેડિકલ પાવડર બોટલ ફિલિંગ કેપીંગ મશીન
- કાચની બોટલો માટે બેન્ચટોપ વેક્યુમ કેપિંગ મશીન સેમી ઓટોમેટિક
- સ્વચાલિત ઇ-સિગારેટ લિક્વિડ ઓઇલ બોટલ ફિલર પ્લગર કેપર મશીન
- પ્લાસ્ટિક લેમિનેટેડ ટ્યુબ માટે ટ્યુબ ફિલિંગ અને સીલિંગ મશીન
- સેમી ઓટોમેટિક ટેબલટૉપ ન્યુમેટિક પ્લાસ્ટિક બોટલ્સ ચક કેપિંગ મશીન
- સ્વચાલિત પાવડર ઔગર ફાઇન લોટ ભરવાનું સાધન
- હાઇ સ્પીડ ઓટોમેટિક બોટલ્સ સ્ક્રુ સ્પિન્ડલ ટાઇટનર કેપિંગ મશીન
- ફ્લેટ સરફેસ કાર્ડ સોપ બાર અપર ડાઉન ડબલ સાઇડેડ લેબલીંગ મશીન